Conveyor System Guide: Essential Insights for 2026
Share on
As we move swiftly towards 2026, the pace of change in conveyor system technology is reshaping how industries operate worldwide. A conveyor system is no longer just a means to move products—it has become central to efficient, automated, and scalable business operations.
This guide is designed to give you the essential knowledge needed to navigate the evolving world of conveyor systems. Whether you are looking to optimise your current setup or planning for future investments, you will find insights that matter.
Explore fundamentals, cutting-edge innovations, industry applications, selection strategies, and future trends. Make confident decisions and drive your operations forward.
Conveyor System Fundamentals: Types, Components, and Functions
A conveyor system is the backbone of modern material handling, ensuring smooth, efficient, and safe movement of goods within facilities. These systems are engineered to automate the transport, sorting, and accumulation of products, playing a crucial role in industries ranging from logistics and manufacturing to food processing and pharmaceuticals.
The core purpose of a conveyor system is to move items reliably and safely, reducing manual intervention and increasing throughput. As businesses gear up for 2026, understanding the fundamentals of conveyor systems is essential for making informed choices that support scalability and compliance with evolving industry standards.

Conveyor System Types Explained
Conveyor systems come in several varieties, each purpose-built to address unique operational needs. Common types include belt conveyors, which are ideal for moving bulk materials or packaged goods in industries like food processing and bottling. Roller conveyors, both gravity and powered, are commonly found in distribution centres, efficiently handling cartons and totes.
Chain conveyors are robust solutions for heavy, bulky loads, making them a staple in automotive assembly lines. Overhead conveyors maximise floor space by suspending products, often used in paint shops or garment production. Modular conveyor systems feature interchangeable sections, supporting flexible layouts for changing production requirements.
Specialised types extend the versatility of conveyor systems even further. Pneumatic conveyors use air pressure to move powders or granules, while vibrating conveyors are designed for fragile or inconsistent materials. Flexible conveyors, which can expand or curve as needed, are popular in e-commerce for dynamic order fulfilment. Spiral and vertical conveyors address vertical space constraints, and Motorised Drive Roller (MDR) conveyors deliver energy savings by powering only occupied zones.
Heavy-duty roller conveyors tackle the demands of mining or construction, and walking beam conveyors enable precise, step-by-step movement in automated assembly lines. By selecting the right conveyor system, businesses can match system capabilities to the size, weight, and handling requirements of their products, ensuring optimal performance across diverse applications.
Key Components and Materials
A conveyor system is made up of several key components working in harmony. Motors and drives provide the necessary power and speed control, while belts or chains transport materials. Frames, typically constructed from durable steel or aluminium, offer structural support. Advanced control systems and sensors are now standard, enabling precise monitoring, safety, and integration with broader automation platforms.
The choice of materials for belts, chains, and wear parts is vital for longevity and performance. Ultra-high molecular weight polyethylene (UHMW), nylon, high-density polyethylene (HDPE), Tivar, and polyurethane are commonly used for their wear resistance and static control properties. These materials protect against abrasion, impact, and static build-up, which is especially critical in electronics, food, or pharmaceutical environments.
Modular design is another key feature of today’s conveyor systems, allowing for quick repairs, easy maintenance, and future expansion. Maintenance access points are strategically placed for efficiency, minimising downtime. Safety is paramount, with features like emergency stops, guarding, and compliance with industry standards built into every modern conveyor system.
To ensure a conveyor system meets both operational and compliance requirements, many businesses rely on expert Conveyor Solution Design Services for tailored integration and ongoing support. This approach helps address evolving needs such as system scalability, regulatory compliance, and seamless automation integration.
Industry Applications and Use Cases in 2026
Conveyor system technology is quickly reshaping the way leading industries handle goods and streamline operations. As we move toward 2026, a conveyor system is no longer just a tool for moving products but a strategic asset for boosting efficiency and competitiveness. Businesses across logistics, manufacturing, and distribution are leveraging advanced conveyor system solutions to address new challenges and opportunities in their sectors.

Key Sectors Leveraging Conveyor System Advances
Industries adopting conveyor system technology in 2026 include logistics, third-party logistics (3PL), e-commerce, automotive, food and beverage, pharmaceuticals, manufacturing, and cold storage. Each sector faces unique requirements. For example, food and beverage companies demand hygienic, easy-to-clean conveyor system components to meet strict safety standards. In cold storage, conveyor system solutions must operate reliably at low temperatures and resist condensation or ice buildup.
Pharmaceutical distribution centres prioritise modular conveyor system designs that support rapid changeovers and strict product traceability. Automotive plants integrate robust overhead conveyor system installations to handle heavy components, supporting flexible assembly lines. E-commerce and 3PL providers need scalable, high-throughput conveyor system networks to manage fluctuating order volumes and diverse product sizes.
Sector Challenges and Conveyor System Solutions
To illustrate the diversity of conveyor system applications, consider the following table:
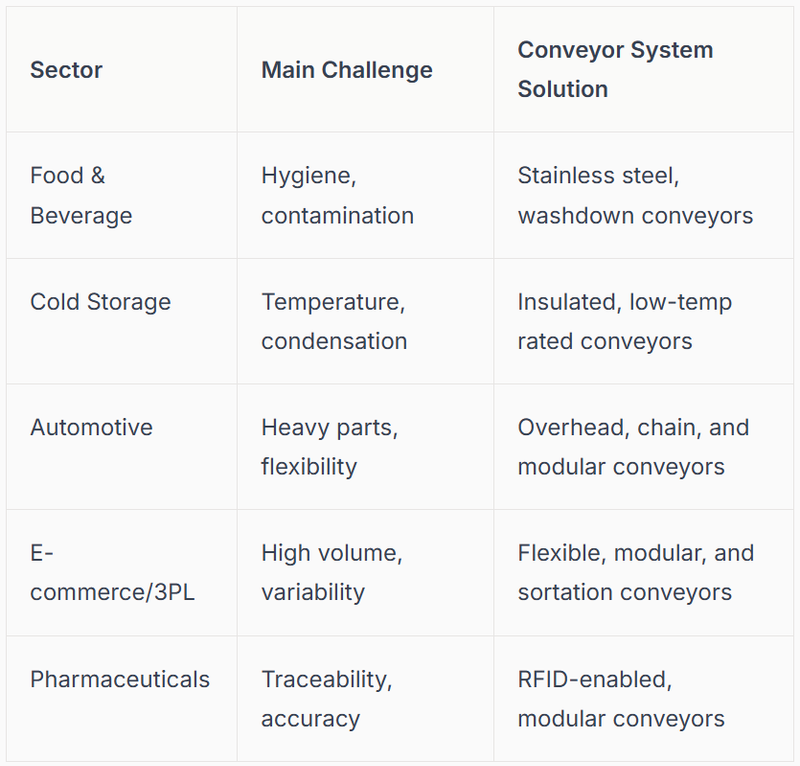
For instance, belt conveyors are the backbone of bottling lines in beverage manufacturing, efficiently transporting bottles through filling, capping, and packaging. Overhead conveyor system designs in automotive assembly lines allow seamless movement of car bodies, minimising manual handling and supporting just-in-time production. Modular conveyor system platforms in pharmaceutical distribution support fast reconfiguration as new medications or packaging formats are introduced.
Recent data highlights the ongoing growth in conveyor system adoption across packaging, production, and distribution. According to industry reports, demand for automated and modular conveyor system solutions is rising as businesses seek higher throughput, reduced labour dependency, and scalable operations.
Benefits, Customisation, and Integration in 2026
The benefits of a modern conveyor system deployment are substantial. Increased workplace safety, reduced manual lifting, and consistent product flow are key outcomes. Conveyor system solutions are now tailored for specific product sizes, weights, and handling needs, ensuring gentle transport for fragile goods or robust movement for heavy items.
Customisation extends to system layout and controls, enabling seamless integration with robotics, automated guided vehicles (AGVs), and warehouse management software. For example, e-commerce fulfilment centres combine conveyor system networks with robotic picking arms to accelerate order processing and minimise errors.
To learn more about how logistics automation and conveyor system innovation are transforming industry operations, see 7 Ways Logistics Automation is Transforming 2026.
Looking ahead, businesses in every sector are finding that a carefully selected conveyor system is essential for staying competitive, meeting regulatory requirements, and supporting future growth.
Innovations and Technology Trends Shaping Conveyor Systems
The conveyor system continues to evolve at a rapid pace, driven by breakthroughs in automation, digital connectivity, and sustainability. As industries demand smarter, more efficient operations, the conveyor system is at the centre of this transformation.

Automation, AI, and IoT: Driving Predictive Intelligence
Modern conveyor system technology leverages advanced sensors, artificial intelligence, and the Internet of Things (IoT) to deliver predictive maintenance and operational optimisation. These innovations allow businesses to identify issues before they cause downtime, reducing unplanned stoppages and extending the lifespan of critical assets.
For example, real-time sensor data enables the conveyor system to monitor motor performance, belt tension, and temperature. AI-driven controls can then adjust parameters in response to changing conditions, ensuring consistent throughput and product quality. For a deeper look at how automation is reshaping the industry, see Automation Trends Transforming Conveyor Systems In 2025.
Smart Conveyors: Data Collection and Remote Monitoring
The smart conveyor system now features real-time data collection and remote monitoring capabilities. Operators can track key performance indicators such as speed, load, and energy consumption from anywhere, using cloud-based dashboards. This transparency enables rapid response to emerging issues and supports data-driven decision-making.
Adaptive routing is another innovation, where the conveyor system dynamically adjusts product flow based on supply chain conditions. This flexibility minimises bottlenecks and maximises productivity, especially in high-velocity distribution environments.
Energy Efficiency and Modular Flexibility
Energy-efficient technologies are now standard in the modern conveyor system. Motorised Drive Roller (MDR) conveyors, for instance, use low-voltage motors that activate only when needed, significantly reducing power consumption. Variable frequency drives and regenerative braking systems further improve efficiency, supporting sustainability goals and lowering operating costs.
The modular design of today's conveyor system allows for rapid reconfiguration. Businesses can add or remove sections with minimal disruption, adapting quickly to new product lines or seasonal demand spikes. This flexibility future-proofs investments and helps companies remain competitive.
Integration with Robotics and Warehouse Software
Seamless integration is essential for the future-ready conveyor system. Advanced models now connect directly with warehouse management systems (WMS), robotic picking arms, and automated guided vehicles. This interoperability ensures synchronised workflows, enabling higher throughput and accuracy.
RFID identification is increasingly used for traceability, allowing the conveyor system to track items in real time and automate quality control processes. Such features are vital for industries where compliance, transparency, and speed are non-negotiable.
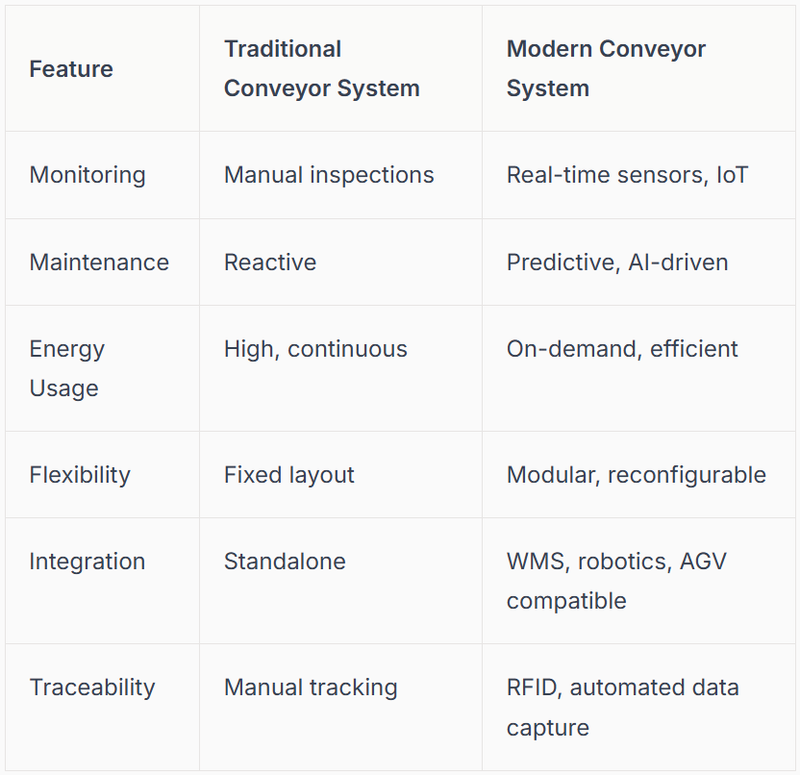
Table: Traditional vs. Modern Conveyor System Features
Meeting Market Demands and Future Growth
The conveyor system market is experiencing significant growth, with rising demand for portable and automated solutions across logistics, manufacturing, and e-commerce sectors. Companies are investing in these technologies to address labour shortages, improve safety, and support 24/7 operations.
As we look ahead, the conveyor system will continue to adapt, incorporating smarter controls, sustainable materials, and closer integration with digital supply chain tools. Forward-thinking businesses that embrace these innovations will be well positioned for success in 2026 and beyond.
Integration with Intelligent Warehouse Automation
Modern warehouses are undergoing a seismic shift as automation takes centre stage. At the heart of this transformation, the conveyor system acts as the backbone for seamless, end-to-end workflows. Integrating a conveyor system with intelligent warehouse automation unlocks new levels of efficiency, accuracy, and scalability for businesses in New Zealand and beyond.
Intelligent Conveyor Solutions for Modern Warehouses
A truly intelligent warehouse relies on the seamless integration of each conveyor system with other automation technologies. Today’s solutions connect with Automated Storage and Retrieval Systems (ASRS), goods-to-person picking, and automated packaging lines, creating a continuous material flow from receiving to dispatch.
The conveyor system reduces manual travel, lowers the risk of handling errors, and supports 24/7 operation. By linking the conveyor system with Warehouse Management Systems (WMS) and Warehouse Control Systems (WCS), facilities gain real-time visibility and control over material movement. This data-driven approach enables predictive maintenance, adaptive routing, and rapid response to bottlenecks, optimising every aspect of warehouse performance.
Key benefits of integrating conveyor system technology with warehouse automation include:
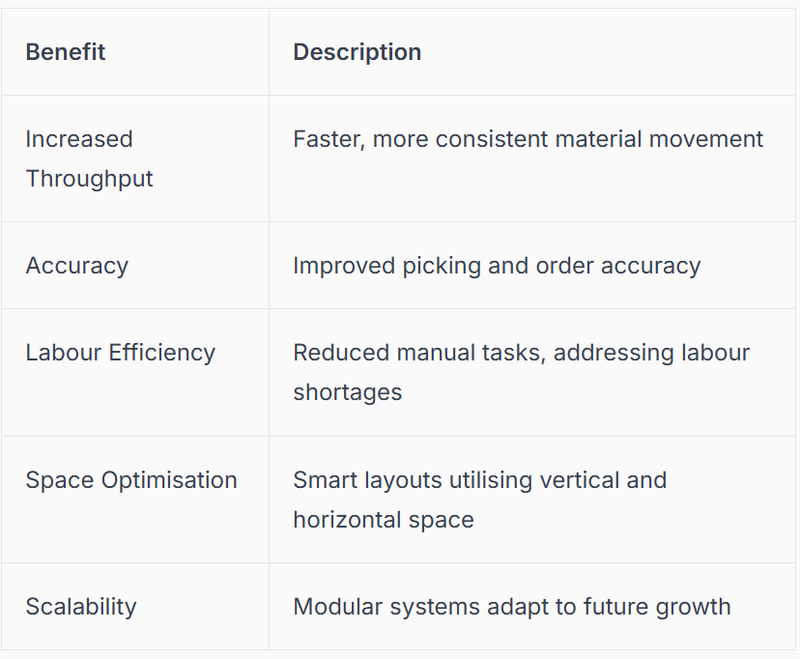
For e-commerce fulfilment centres and pharmaceutical cold chain logistics, the conveyor system is tailored to meet stringent requirements. These environments demand precise inventory tracking, temperature control, and rapid order turnaround. Integration also supports advanced order picking system options, ensuring each conveyor system complements robotics, AGVs, and digital workflows.
Interoperability and scalability are critical success factors. Modern conveyor system designs allow quick adaptation to changing business needs, whether scaling up during peak demand or integrating new automation technologies.
Automate-X: Transforming Warehouse Automation with Advanced Conveyor Solutions
Automate-X leads the way in delivering intelligent conveyor system solutions as part of holistic warehouse automation projects. Their expertise spans logistics, 3PL, e-commerce, manufacturing, FMCG, food and beverage, pharmaceuticals, and cold storage sectors across New Zealand and Australia.

Each conveyor system solution is custom designed to address unique operational challenges. Automate-X integrates advanced robotics, state-of-the-art warehouse software, and modular conveyor systems to boost throughput and accuracy. By focusing on end-to-end connectivity, their conveyor system offerings simplify complex material flows and enable seamless communication between automated storage, picking, and dispatch processes.
Key strengths of the Automate-X approach include:
- Comprehensive project management and support from concept to deployment
- In-depth knowledge of local compliance and industry standards
- Solutions that address labour shortages and rising operational costs
- Scalable designs to future-proof operations
With a conveyor system at the core, Automate-X empowers businesses to optimise workflows, enhance safety, and achieve rapid ROI. Their regional expertise ensures every conveyor system solution is tailored for the unique demands of Australasian industries, supporting growth in an ever-evolving market.
Maintenance, Reliability, and Lifecycle Management
Effective maintenance is the cornerstone of a reliable conveyor system. As businesses increasingly depend on continuous material flow, system downtime can have a direct impact on productivity and profitability. Proactive lifecycle management is essential for maximising equipment lifespan and maintaining operational excellence.
What is a Conveyor System?
Routine inspections are vital for identifying wear, misalignment, or potential issues before they escalate. Scheduled audits of the conveyor system allow teams to monitor critical components like motors, reducers, belts, and chains. This approach not only minimises unexpected failures but also supports compliance with rigorous safety standards.
A robust spare parts inventory and a trained maintenance team enable quick responses to breakdowns. By stocking essential items such as bearings, belts, and sensors, facilities reduce costly downtime. Regular training ensures personnel can safely and efficiently handle repairs, supporting both reliability and workplace safety.
Preventive maintenance strategies are proven to extend the life of any conveyor system. Key practices include:
- Lubricating moving parts at recommended intervals
- Checking and tightening fasteners and mounts
- Cleaning sensors, rollers, and belts regularly
- Replacing worn components before failure
- Verifying safety guards and emergency stops
The integration of IoT sensors and real-time monitoring supports predictive maintenance. Advanced conveyor system designs now feature built-in analytics that track component health and performance. This technology allows for data-driven maintenance schedules, reducing the risk of unplanned stoppages and optimising resource allocation.
Industry leaders are leveraging these innovations to achieve longer service lives. For example, overhead conveyors in automotive and manufacturing environments often operate reliably for decades with proper maintenance. In automated warehouse environments, as seen in the Davis Automated Bulk Pallet Storage Case Study, comprehensive maintenance protocols are essential for supporting high-throughput, around-the-clock operations.
A cost-benefit analysis reveals that investing in proactive maintenance yields significant returns. While preventive care incurs upfront costs, it prevents larger expenses from equipment failure or lost productivity. The table below illustrates the comparison:

Safety remains a non-negotiable aspect of conveyor system management. Strict adherence to lockout procedures, emergency stop testing, and regular system reviews are vital practices. By embedding safety and reliability into every stage of the lifecycle, businesses ensure both regulatory compliance and workforce well-being.
Ultimately, a disciplined approach to maintenance, supported by technology and skilled teams, safeguards the performance and longevity of every conveyor system.
Future Outlook: Conveyor Systems in 2026 and Beyond
As we approach 2026, the conveyor system landscape is poised for remarkable transformation. Industries across logistics, manufacturing, e-commerce, and pharmaceuticals are set to witness robust growth in conveyor system adoption. According to the Conveyor Systems Market Forecast and Trends, 2032, demand is expected to accelerate as businesses prioritise efficiency and automation. This surge is fuelled by the need for streamlined operations, cost reduction, and the drive towards smarter supply chains.
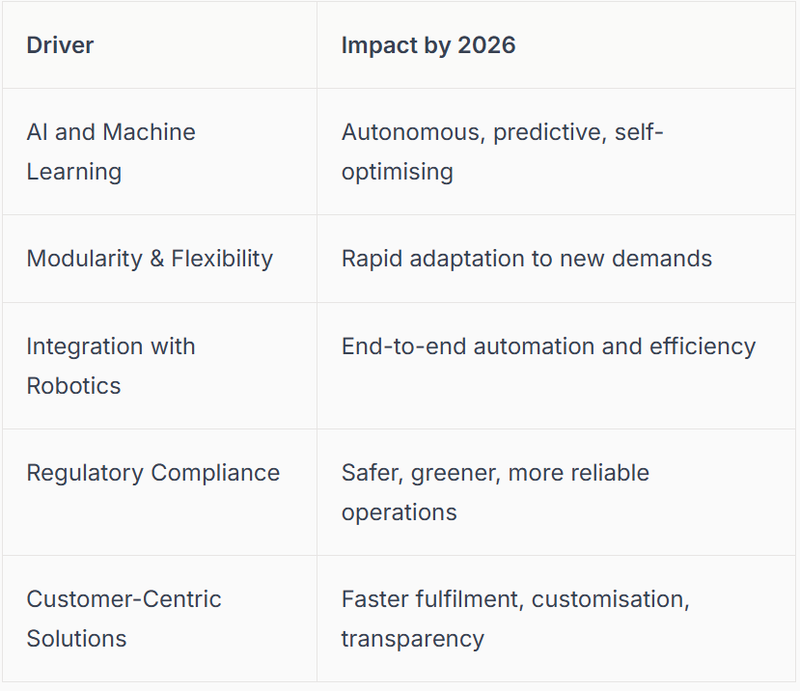
Artificial intelligence and machine learning are reshaping how the conveyor system operates. Predictive analytics, self-optimising routing, and smart sensors are making autonomous management a reality. Research into AI-driven solutions, such as AI Magnetic Levitation (Maglev) Conveyor for Automated Assembly Production, demonstrates the potential for even more precise and efficient movement of goods. As conveyor system technology advances, businesses can expect better uptime, reduced maintenance, and agile responses to dynamic market needs.
Flexibility and modularity will become vital features of the next-generation conveyor system. Companies are seeking solutions that can adapt quickly to changing product lines, fluctuating demand, and space constraints. The conveyor system will be at the heart of Industry 4.0 initiatives, connecting with smart factory platforms and IoT devices for real-time monitoring and control. Regulatory standards around safety, energy efficiency, and environmental impact are also expected to tighten, prompting manufacturers to invest in compliant and future-ready systems.
Customer expectations will continue to evolve, pushing the conveyor system to deliver faster fulfilment, greater transparency, and tailored solutions. The convergence of robotics, automated guided vehicles, and conveyor system technology will enable fully automated environments, supporting 24/7 operations and seamless material flow. To stay ahead, businesses should prioritise investment in scalable, interoperable conveyor system platforms that support integration with emerging technologies and meet new standards for safety and sustainability.
Table: Key Drivers Shaping the Future of Conveyor System
By staying informed and proactive, organisations can leverage the full potential of the conveyor system to transform their operations for 2026 and beyond.
As we look ahead to 2026, it’s clear that conveyor systems will play an even bigger role in achieving smarter, more efficient warehouses. You’ve seen how the right system can boost productivity, streamline operations, and set your business up for scalable growth—no matter your industry. If you’re ready to move beyond manual processes and embrace the benefits of intelligent automation, now’s the perfect time to take the next step. Let’s transform your warehouse together with solutions tailored to your unique needs.