
Manufacturing Conveyor Systems: Complete 2026 Guide
Share on
The manufacturing conveyor has evolved from a simple mechanical transport mechanism into a sophisticated automation platform that powers modern production and distribution facilities. Today's conveyor systems integrate sensors, software, and intelligent controls to orchestrate complex material handling workflows, reduce manual labour, and enable the high-speed operations that logistics, e-commerce, and manufacturing sectors demand. Understanding the capabilities, configurations, and strategic applications of these systems is essential for warehouse operators seeking to scale efficiently.
Types of Manufacturing Conveyor Systems
Manufacturing facilities and warehouses deploy various conveyor configurations depending on product characteristics, throughput requirements, and operational workflows. Each type offers distinct advantages for specific material handling scenarios.
Belt conveyors remain the most versatile option, handling everything from small parcels to heavy pallets. Their continuous loop design supports steady product flow across long distances, making them ideal for cross-docking operations and production lines. Modern belt systems incorporate variable speed drives and zone controls to optimize product spacing and prevent jams.
Roller conveyors use rotating cylinders to move products and excel in applications requiring accumulation zones or gentle product transitions. Gravity roller sections reduce energy consumption in decline applications, while powered roller variants provide precise control for sortation and merging operations.
Specialized Conveyor Configurations
Beyond standard belt and roller designs, specialized manufacturing conveyor systems address unique operational requirements across various industries.
- Chain conveyors handle heavy loads and harsh environments, particularly in automotive and industrial manufacturing
- Overhead conveyors maximize floor space utilization in paint shops, assembly lines, and garment facilities
- Spiral conveyors enable vertical transportation in compact footprints for multi-level distribution centres
- Slat conveyors provide rigid surfaces for irregular products that cannot travel on traditional belts

The selection process requires careful analysis of product dimensions, weight distribution, throughput targets, and integration points with existing warehouse automation technologies.
Control Systems and Automation Integration
Modern manufacturing conveyor systems function as data collection platforms, not merely transport mechanisms. Programmable logic controllers (PLCs), distributed control systems (DCS), and warehouse control software orchestrate product flow based on real-time operational demands.
Zone controls divide conveyor lines into independently managed sections, enabling dynamic accumulation and release strategies that prevent bottlenecks. When downstream processes slow, upstream zones automatically accumulate products without stopping the entire line. This approach maintains continuous product flow while accommodating variable processing speeds across different workstations.
Sensor integration transforms conveyors into intelligent sorting and routing systems. Photo-eyes detect product presence, weight scales capture dimensional data, and barcode scanners identify items for automated sortation. These data points feed warehouse management systems (WMS) that make routing decisions in milliseconds, directing products to appropriate picking zones, packing stations, or shipping lanes.
Software-Driven Optimization
The integration of conveyor controls with enterprise systems enables sophisticated operational strategies previously impossible with mechanical systems alone.
Advanced warehouse control software analyzes historical throughput patterns, predicts peak demand periods, and pre-positions inventory accordingly. Manufacturing conveyor systems equipped with these capabilities can adjust speed profiles throughout the day, ramping up during known peak periods and conserving energy during slower intervals.
Recent innovations include AI-driven magnetic levitation conveyor systems that enhance assembly production through contactless transport, reducing mechanical wear and enabling precise product positioning. These emerging technologies demonstrate the trajectory toward increasingly intelligent material handling infrastructure.
The coordination between conveyor controls and robotics represents another frontier in warehouse automation. Automated guided vehicles (AGVs) and autonomous mobile robots (AMRs) interface with conveyor systems to create hybrid workflows where products seamlessly transfer between fixed and mobile transport mechanisms.

Throughput Optimization Strategies
Maximizing conveyor system performance requires understanding the variables that influence throughput and implementing strategies that address operational bottlenecks systematically.
Product spacing directly impacts line capacity. Too close, and products risk collisions or jams. Too far apart, and valuable conveyor capacity goes unused. Dynamic spacing algorithms adjust gaps based on product size, destination, and downstream capacity, optimizing the balance between safety and throughput.
Speed optimization involves more than simply running conveyors faster. Acceleration and deceleration profiles must account for product stability, particularly for stacked items or fragile goods. Gradual speed transitions prevent product toppling while maintaining overall throughput targets.
Accumulation and Buffering
Strategic accumulation zones smooth out operational variability, preventing downstream interruptions from propagating throughout the entire system.
- Dynamic accumulation allows products to queue automatically when downstream processes experience temporary slowdowns
- Priority queuing ensures urgent orders bypass standard accumulation and proceed directly to processing
- Load balancing distributes products across parallel processing lanes to prevent bottlenecks at popular destinations
- Recirculation loops enable products to circle back for reprocessing without exiting the conveyor system
Manufacturing conveyor configurations incorporating these features demonstrate significantly higher effective throughput than their nominal speed ratings might suggest. The ability to absorb and smooth operational variability translates to consistent output even when individual process steps operate at variable rates.
Maintenance practices also influence sustained throughput. Predictive maintenance systems monitor bearing temperatures, belt tension, and motor current draw to identify components approaching failure before they cause unplanned downtime. This proactive approach maintains consistently high availability rates critical for meeting service level agreements.
Industry-Specific Applications
Different sectors leverage manufacturing conveyor systems in ways that reflect their unique operational requirements and product characteristics.
E-commerce fulfillment operations rely heavily on high-speed sortation conveyors that process thousands of diverse SKUs hourly. These systems integrate with automated picking technologies, routing picked items to consolidation zones where complete orders assemble before packing. Many e-commerce merchants participating in communities like Talk Shop leverage warehouse automation insights to optimize their fulfillment operations as order volumes scale. The rapid order cycling and variable product mix demand flexible conveyor configurations that accommodate everything from small accessories to bulky household goods.
Food and beverage facilities require conveyors with sanitary designs featuring stainless steel construction, antimicrobial belt materials, and easy-clean configurations. Temperature control zones maintain cold-chain integrity as products move through processing stages. The sector's strict hygiene standards influence every design decision, from belt splice techniques to motor enclosures.
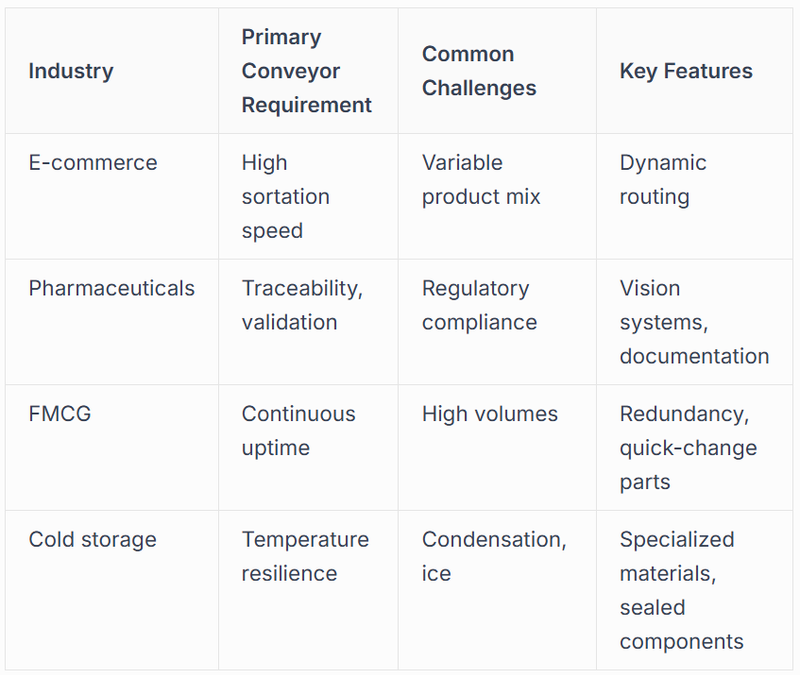
Pharmaceutical warehouses implement manufacturing conveyor systems with comprehensive track-and-trace capabilities, capturing product serial numbers at multiple checkpoints to comply with regulatory requirements. Vision systems verify label accuracy, while weight checks identify potential picking errors before products ship.
The Automate-X GTP Starter Grid provides an accessible entry point for small and medium businesses seeking to integrate goods-to-person automation with their existing conveyor infrastructure. This modular approach enables incremental automation adoption without requiring complete facility redesigns.
Integration with Automated Storage and Retrieval
Manufacturing conveyor systems serve as the circulatory system connecting automated storage technologies with picking, packing, and shipping operations. The interface between conveyors and storage systems represents a critical design consideration that impacts overall facility throughput.
Automated storage and retrieval systems (AS/RS) discharge inventory to conveyors that transport totes or cartons to picking workstations. Return conveyors carry replenishment inventory back to storage locations, creating continuous loop workflows. Buffer zones at AS/RS interfaces accommodate the speed differential between fast-moving conveyors and the loading cycles of storage cranes.
4-way shuttle systems demonstrate particular synergy with conveyor networks, as shuttles can serve multiple aisles while conveyors distribute products to appropriate storage zones or fulfillment areas. This combination enables high-density storage while maintaining rapid access to active SKUs.
Goods-to-Person Workflows
Conveyor-driven goods-to-person systems eliminate the walking time that consumes 50-60% of labour hours in traditional picker-to-goods operations.
- Products automatically present to stationary pickers at ergonomic workstations
- Pick-to-light systems guide operators to correct quantities and locations
- Completed picks immediately return to conveyors for routing to next process step
- Throughput scales by adding picking stations rather than expanding warehouse footprint
The efficiency gains from these integrated approaches compound across facility operations. Reduced travel time increases picker productivity, faster order cycling improves inventory turnover, and enhanced throughput enables same-day shipping commitments that differentiate leading logistics providers.
Cross-docking operations exemplify conveyor-centric workflow design, where inbound products transfer directly to outbound conveyors with minimal storage dwell time. Manufacturing conveyor networks orchestrate these rapid transitions, sorting mixed inbound shipments and reconsolidating products into outbound loads based on destination routing.
Maintenance and Reliability Considerations
Conveyor system reliability directly impacts overall warehouse productivity, making preventive maintenance and proactive monitoring essential operational practices.
Predictive maintenance programs leverage sensor data to identify developing issues before failures occur. Vibration analysis detects bearing wear, thermal imaging reveals overheating motors, and belt tracking sensors identify misalignment before it causes damage. These early warning systems enable scheduled maintenance during planned downtime rather than emergency repairs during peak operations.
Critical Maintenance Areas
Regular inspection and servicing of key components extend manufacturing conveyor system lifespan and maintain performance specifications.
- Belt inspection identifies wear patterns, edge damage, and splice integrity
- Bearing lubrication follows manufacturer schedules to prevent premature failure
- Motor alignment ensures efficient power transmission and reduces stress on drive components
- Safety system testing verifies emergency stops, guard interlocks, and warning devices function correctly
- Control system backups protect against configuration loss and enable rapid recovery
Parts inventory management balances the cost of carrying spare components against the expense of extended downtime awaiting delivery. Critical items like motors, drives, and commonly worn belts warrant on-site storage, while less critical components may source as needed based on lead times and failure frequency analysis.
Training programs ensure maintenance teams understand both mechanical systems and control interfaces. Modern manufacturing conveyor systems incorporate diagnostic displays and remote monitoring capabilities that simplify troubleshooting, but effective utilization requires familiarity with system architecture and common failure modes.
Scalability and Future-Proofing
Warehouse automation investments must accommodate growth trajectories and evolving operational requirements over 10-15 year system lifespans. Manufacturing conveyor system design choices made today influence expansion options and technology integration possibilities for years ahead.
Modular construction enables capacity expansion without replacing existing infrastructure. Adding conveyor segments, extending sortation zones, or increasing picking stations occurs incrementally as volume justifies investment. This approach aligns capital expenditure with revenue growth rather than requiring large upfront investments based on uncertain future demand.
Power and control infrastructure should exceed initial requirements, providing headroom for additional devices and expanded automation. Oversized electrical services, spare PLC inputs/outputs, and network capacity accommodate future sensors, scanners, and control devices without costly retrofits.
Technology Evolution Paths
The trajectory of warehouse automation suggests several areas where manufacturing conveyor systems will continue evolving.
- Autonomous vehicle integration requires conveyors to communicate with mobile robots for seamless handoffs
- Digital twin technology enables simulation-based optimization and virtual commissioning before physical changes
- Energy management systems optimize power consumption based on renewable energy availability and time-of-use pricing
- Vision-guided systems replace fixed-position scanners with cameras that adapt to product variations
Industry events like CEMAT 2025 showcase emerging technologies and provide insight into where leading manufacturers are directing research and development investments. Staying informed about these trends helps warehouse operators make technology choices that remain relevant as automation capabilities advance.
The shift toward complete warehouse automation positions manufacturing conveyor systems as foundational elements rather than standalone equipment. Future facilities will feature deeply integrated automation where conveyors, robots, storage systems, and software operate as unified platforms orchestrated by artificial intelligence that optimizes entire workflows rather than individual components.
Return on investment calculations must account for both direct productivity gains and strategic advantages like faster order fulfillment, improved accuracy, and enhanced scalability. The facilities leveraging conveyor-driven automation most effectively recognize these systems as competitive differentiators that enable service levels and cost structures competitors cannot match with manual operations.
Manufacturing conveyor systems have transformed from simple transport mechanisms into intelligent automation platforms that orchestrate modern warehouse operations. Strategic implementation of these technologies delivers measurable improvements in throughput, accuracy, and scalability across logistics, e-commerce, and manufacturing sectors. Automate-X specializes in designing and implementing integrated warehouse automation solutions that combine conveyor systems, robotics, and intelligent software to streamline operations and enable sustainable growth. Contact Automate-X to explore how customized automation can transform your warehouse productivity and competitive positioning.