
Warehouse Conveyor Systems Guide: Optimising Flow in 2026
Share on
Warehousing is changing rapidly as businesses race to keep up with rising demands for speed, accuracy, and efficiency. As 2026 draws closer, the pressure on logistics and supply chains continues to intensify.
Digital transformation is reshaping operations, while ongoing labour shortages make it even more challenging to deliver on customer expectations. Companies are searching for smarter ways to optimise workflow and reduce manual effort.
Warehouse conveyor systems have become a cornerstone for modern facilities. These solutions enable automation, maximise floor space, lower operational costs, and improve workplace safety.
This guide explores everything you need to know about warehouse conveyor systems. You will discover system basics, benefits, types, key components, design strategies, implementation steps, and the future of conveyor technology as we head into 2026.
Understanding Warehouse Conveyor Systems
Modern logistics demands have placed warehouse conveyor systems at the heart of efficient material handling. As warehouses scale to meet faster delivery expectations, these systems allow goods to move seamlessly across large, complex spaces.

What is a Warehouse Conveyor System?
Warehouse conveyor systems are automated or mechanical solutions designed to move goods efficiently within warehouse environments. Their core purpose is to streamline material handling, reducing manual intervention and speeding up product flow from inbound receiving to outbound shipping.
These systems are often integrated with robotics, Automated Storage and Retrieval Systems (AS/RS), and advanced sorting technologies to maximise throughput. Warehouse conveyor systems are highly customisable, adapting to different facility sizes, product types, and throughput requirements. For example, e-commerce fulfilment centres use conveyor networks to handle thousands of parcels per hour, ensuring rapid and accurate order processing.
Manual handling still accounts for 17% of workplace injuries, making the shift to warehouse conveyor systems critical for both safety and scalability. As customer expectations for speed and accuracy grow, these systems are becoming essential for warehouses aiming to keep pace. For a deeper dive into the core principles, see Conveyor system fundamentals.
Manual vs Automated Conveyor Systems
Manual conveyor systems rely on human effort, such as push carts or hand-carrying, to move items throughout the warehouse. Automated conveyor systems, by contrast, use motors, controls, and sensors to enable autonomous product movement.
Here’s a quick comparison:
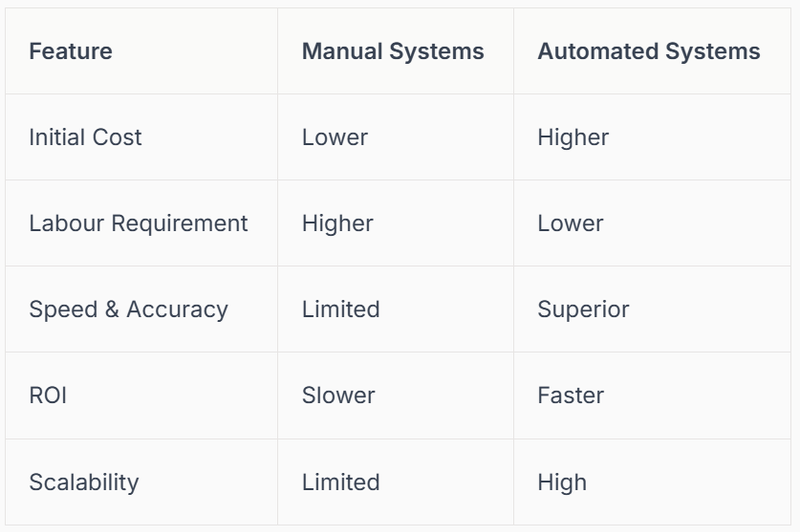
Manual systems may suit small operations with low volumes, while automated warehouse conveyor systems are best for high-volume or complex logistics. For example, large third-party logistics providers depend on automated systems to boost throughput and reduce human error. Automated solutions have been shown to significantly reduce error rates and increase operational speed. The decision between manual and automated warehouse conveyor systems should align with workflow complexity and budget constraints.
Key Benefits of Conveyor Systems
Warehouse conveyor systems deliver a range of operational benefits. Accuracy improves, as automation minimises human error and enhances order fulfilment rates. Safety is boosted, with reduced need for heavy lifting or repetitive manual transport, lowering injury risk.
Efficiency is another major advantage, as product movement accelerates and bottlenecks are reduced. Space utilisation is optimised, with vertical or horizontal layouts enabling warehouses to make the most of every square metre. This is crucial, considering the sharp rise in demand for large, efficient facilities.
Cost savings come from reallocating labour to higher-value tasks, reducing product damage, and minimising downtime. Flexibility is also key, with modular designs allowing systems to adapt as business needs evolve. For example, an e-commerce warehouse using conveyor systems can double picking speed, supporting lean practices and strategic labour deployment.
Warehouse conveyor systems support a future-ready approach, making them a cornerstone of modern warehouse design and operation.
Components of Modern Conveyor Systems
Modern warehouse conveyor systems are engineered for reliability, adaptability, and high performance. Understanding each core component is key to selecting and maintaining the right system for your operation. Let’s break down the essential parts that keep warehouse conveyor systems running smoothly.

Belts, Rollers, and Pulleys
At the heart of warehouse conveyor systems are belts, rollers, and pulleys. Belts come in materials like rubber, PVC, and fabric, each suited to different products and environments. You’ll find flat belts moving parcels in sortation centres, while modular and cleated belts are common in food or fragile goods handling.
Rollers, which can be static or powered, guide items along the conveyor and ensure proper alignment. Well-aligned rollers and pulleys are critical for smooth operation, as misalignment can reduce the lifespan of warehouse conveyor systems. Pulleys maintain belt tension, ensuring consistent movement. For example, modular belts are ideal for food processing, while flat belts excel in parcel sortation. Customising these components to your product mix and facility layout is vital for optimal performance.
Motors, Drives, and Power Units
Motors and drives power the movement in warehouse conveyor systems, dictating both speed and direction. Most systems use AC or DC motors, with variable frequency drives enabling precise control and energy efficiency. Centralised drives are easier to maintain, while distributed drives offer scalability—important for expanding operations.
Advanced drives are seen in high-speed sortation, especially in busy distribution centres. Variable frequency drives not only boost throughput but also improve energy efficiency, reducing operational costs. The choice of drive system impacts the flexibility and performance of warehouse conveyor systems, making it a key consideration during design and upgrades.
Bearings, Idlers, and Support Structures
Bearings and idlers are the unsung heroes of warehouse conveyor systems. Bearings reduce friction in rotating parts, supporting rollers and pulleys for smooth, reliable motion. Idlers help guide and support belts, absorbing the weight of transported items.
Support structures, including frames and stands, provide stability and durability, especially critical in heavy-duty operations like automotive or industrial parts handling. For example, robust idlers are used in conveyors moving engine components. Regular maintenance of bearings can significantly reduce system downtime, ensuring that warehouse conveyor systems remain consistent and dependable.
Conveyor Sensors and Control Systems
Sensors play a pivotal role in modern warehouse conveyor systems, enabling automation, safety, and efficiency. Common sensor types include proximity, laser, and photoelectric, each detecting item presence, speed, or position. These sensors trigger actions like diverters or safety shutdowns, keeping operations smooth and safe.
When integrated with control systems, sensors enable features such as automatic sortation, error detection, and real-time monitoring. For example, a sensor might activate a diverter to send a parcel down the correct lane. Automated sensors have been shown to improve sorting accuracy and support responsive material flow, making them essential for today’s fast-paced warehouses.
Programmable Logic Controllers (PLCs)
PLCs are the “brain” behind warehouse conveyor systems, orchestrating the movement and coordination of all components. They allow for custom programming, controlling speed, direction, and safety protocols based on real-time conditions. PLCs connect seamlessly with Warehouse Management Systems (WMS) and Warehouse Control Systems (WCS), providing full automation and diagnostics.
A well-programmed PLC enables real-time monitoring, troubleshooting, and adaptive workflow changes. In pharmaceutical warehouses, for instance, PLCs manage both conveyors and robotics for precise, compliant operations. For a deeper understanding of this technology, see What is a PLC in automation?. PLCs are fundamental to making warehouse conveyor systems smart, scalable, and future-ready.
Types of Conveyor Systems for Warehouses
Selecting the right type of conveyor is essential for maximising efficiency and safety in warehouse conveyor systems. With options ranging from basic belt conveyors to advanced modular solutions, understanding each system’s unique strengths will help you design a warehouse that’s ready for the future. For deeper insights into how conveyors integrate with automation, see Automated warehouse systems explained.

Belt Conveyors
Belt conveyors are the most widely used option in warehouse conveyor systems. These conveyors use a continuous belt made from materials like rubber or PVC to efficiently move items of various shapes and sizes.
They are particularly effective for transporting small parcels, cartons, or bulk materials over long distances. Belt conveyors can handle changes in elevation and uneven surfaces, making them a staple in logistics, e-commerce, and food processing warehouses.
For example, grocery distribution centres rely on belt conveyors to move fast-moving goods quickly and accurately. Their high-speed sortation capabilities make them ideal for high-throughput environments. The versatility of belt conveyors ensures they remain central to warehouse conveyor systems of all sizes.
Roller Conveyors
Roller conveyors are another popular choice within warehouse conveyor systems, using a series of rollers to transport items. These can be either gravity-powered, relying on an incline, or motorised for continuous movement.
They work especially well for cartons, totes, and other flat-bottomed items. Roller conveyors are common in order picking, packing lines, and assembly areas. Gravity rollers are often found in manual pick zones, offering a cost-effective solution with minimal maintenance.
Powered roller conveyors, on the other hand, can significantly increase throughput compared to gravity systems. Their modular design allows easy expansion and reconfiguration, making them a flexible option for growing warehouse conveyor systems.
Chain and Slat Conveyors
Chain and slat conveyors are engineered for heavy-duty applications in warehouse conveyor systems. Chain conveyors use linked chains to move large, heavy items like engines or loaded pallets, while slat conveyors use flat slats to carry irregularly shaped products.
These systems are frequently used in automotive manufacturing and industrial settings, where strength and durability are essential. For example, engine assembly plants rely on chain conveyors to transport components weighing over 1,000kg.
The robust construction of chain and slat conveyors ensures reliable operation, even under demanding conditions. They are indispensable for warehouse conveyor systems that handle oversized or unusually shaped loads.
Overhead and Vertical Conveyors
Overhead and vertical conveyors provide innovative solutions for space optimisation in warehouse conveyor systems. Overhead conveyors are suspended from the ceiling, freeing up valuable floor space and enabling the transport of garments, parts, or lightweight goods across the facility.
Vertical conveyors, or lifts, are designed for multi-level warehouses, efficiently moving items between floors. These systems are commonly found in apparel distribution, automotive plants, and multi-tiered distribution centres.
For instance, fashion warehouses use overhead conveyors to streamline garment handling and reduce congestion. By leveraging vertical space, these conveyors help warehouse conveyor systems overcome space constraints and boost capacity.
Specialised and Modular Conveyor Systems
Specialised and modular conveyor systems offer maximum flexibility for evolving warehouse conveyor systems. Modular conveyors can be easily reconfigured to adapt to changing product lines or seasonal demand.
Flexible options like curved, telescopic, or extendable conveyors are ideal for loading docks and complex layouts. Sortation conveyors, which integrate with scanners and diverters, further enhance speed and accuracy.
For example, telescopic conveyors are widely used for parcel loading in courier hubs. Modular systems can reduce installation time by 30 percent, supporting rapid deployment. As warehouse conveyor systems face increasing demand for scalability, these solutions ensure future-ready operations.
Designing and Optimising Conveyor Flow
Designing efficient warehouse conveyor systems is crucial for maximising throughput, reducing costs, and future proofing your facility. With the right strategy, warehouse conveyor systems can transform material handling, supporting growth and resilience as demands evolve.

Assessing Warehouse Needs and Constraints
Every successful conveyor project starts with a thorough assessment of your facility’s unique requirements. Analyse the types of products handled, average and peak volumes, and existing flow patterns. Mapping current processes helps identify bottlenecks and inefficiencies that warehouse conveyor systems can address.
Consider both horizontal and vertical space limitations. Will your facility need to accommodate future growth, seasonal peaks, or changes in product mix? Modular conveyor designs are ideal for facilities anticipating these shifts. For example, a warehouse with fluctuating order volumes might require conveyors that can be easily extended or reconfigured as needs change.
A tailored approach prevents over or under investment. By aligning conveyor design with operational realities, warehouse conveyor systems support both immediate and long term goals.
System Layout and Integration Strategies
Carefully planned layouts are essential for optimising the performance of warehouse conveyor systems. Start by mapping workflows from receiving to shipping, ensuring each stage is connected with minimal transfer points.
Integration with automated storage and retrieval systems, robotics, and other automation technologies reduces manual touchpoints and streamlines material flow. Safety zones and ergonomic access points must be included in the design to protect staff and equipment.
For example, a 3PL distribution centre might integrate conveyors with robotic picking arms, reducing travel time and boosting accuracy. Studies show that integrated layouts can cut internal travel time by up to 40 percent. Ultimately, seamless integration leads to both safer and more efficient warehouse conveyor systems.
Selecting the Right Conveyor Types and Technologies
Choosing the most suitable conveyor types is vital for optimising operations. Start by matching the conveyor to your product characteristics, such as size, weight, and required throughput. Belt conveyors are versatile for small parcels, while chain conveyors are suited to heavy loads.
Evaluate the level of automation needed in your warehouse conveyor systems. Modular designs allow for easy expansion or reconfiguration as business needs change. Consider which sensors, controls, and smart features are necessary for your operation.
For example, high throughput e commerce warehouses often use a combination of belt and sortation conveyors for maximum flexibility. Selecting the right technology ensures warehouse conveyor systems deliver both return on investment and operational agility.
Space Optimisation and Scalability
With warehouse space at a premium, optimising every square metre is a must. Warehouse conveyor systems can be designed to use vertical lifts, mezzanines, and overhead conveyors, making the most of available cubic space. High density layouts reduce aisle widths and increase storage capacity.
Design for scalability by selecting modular conveyor segments and scalable drive systems. This approach enables easy expansion as order volumes grow. Multi level conveyor networks, commonly used in urban fulfilment centres, can increase storage capacity by up to 60 percent.
By focusing on space optimisation, warehouse conveyor systems support efficient operations and enable facilities to adapt as demand shifts.
Energy Efficiency and Sustainability Considerations
Modern warehouse conveyor systems must balance efficiency with sustainability. Choosing energy efficient motors, drives, and smart controls can significantly reduce operational costs. Implementing idle shutdown features and using recyclable materials are also key strategies.
As modular, energy saving designs gain popularity, many facilities look to conveyor and material handling trends for 2026 for best practices. For example, variable speed drives can cut energy use by 20 percent, while LED lighting and low friction components further reduce consumption.
Sustainable solutions not only meet regulatory requirements but also provide a competitive edge as environmental concerns grow across the industry.
Safety and Compliance Best Practices
Safety is integral to every aspect of warehouse conveyor systems. Install emergency stops, guards, and clear warning signage throughout the system. Ensure all equipment complies with New Zealand and Australian safety standards.
Regular staff training on system operation, emergency procedures, and basic troubleshooting is essential. Schedule routine maintenance and safety audits to prevent accidents and minimise downtime.
Automated safety features, such as sensors that trigger immediate shutdowns, further reduce risk. By prioritising safety and compliance, warehouse conveyor systems support a productive and protected work environment.
Implementation Steps: Deploying Conveyor Systems in 2026
Deploying warehouse conveyor systems is a multi-stage process that demands precise planning, technical expertise, and ongoing optimisation. Each phase is crucial to ensure your investment delivers maximum efficiency, safety, and adaptability. Here is a step-by-step guide to implementing warehouse conveyor systems for 2026 and beyond.
Different Types of Conveyor Systems for Warehouses | Material Handling UAE
Step 1: Project Planning and Stakeholder Alignment
The foundation for successful deployment of warehouse conveyor systems is clear project planning and stakeholder engagement. Begin by defining objectives, key performance indicators, and expected return on investment.
Bring together cross-functional teams, including operations, IT, safety, and finance. Set realistic timelines and allocate resources. Use stakeholder workshops and regular meetings to ensure alignment from the outset.
Early collaboration helps identify potential challenges, streamline communication, and prevent costly changes later. This proactive approach keeps everyone focused on shared goals and builds buy-in for the entire warehouse conveyor systems project.
Step 2: Site Assessment and System Design
A thorough site assessment is essential to tailor warehouse conveyor systems to your facility’s unique needs. Start with a detailed survey of your space, analysing current material flows, peak volumes, and bottlenecks.
Use simulation tools and digital twin modelling to map out scenarios and stress-test the proposed design. Develop precise CAD layouts, planning for integration with other automation solutions such as automated storage and retrieval systems.
This data-driven design process reduces the risk of errors, supports compliance, and ensures the final warehouse conveyor systems layout fits both current and future requirements.
Step 3: Vendor Selection and Solution Customisation
Choosing the right partners is critical to the success of your warehouse conveyor systems. Evaluate vendors based on their technology portfolio, support services, scalability, and industry experience.
Tailor the solution to meet your operational requirements, from product type to throughput and regulatory needs. Negotiate clear service level agreements, warranties, and support commitments.
Customisation at this stage ensures your warehouse conveyor systems are fit for purpose, compliant, and capable of evolving as your business grows or regulations change.
Step 4: Installation, Testing, and Training
Careful installation and commissioning are vital for seamless integration of warehouse conveyor systems. Plan a phased rollout to minimise operational disruption, especially in live environments.
Conduct thorough system integration and acceptance testing, verifying performance against specifications. Invest in comprehensive staff training on system operation, safety protocols, and troubleshooting.
Proper training and staged deployment accelerate the learning curve, reduce start-up issues, and ensure that your warehouse conveyor systems deliver immediate productivity improvements.
Step 5: Go-Live, Monitoring, and Continuous Improvement
Once your warehouse conveyor systems are operational, ongoing monitoring and refinement are essential. Launch with real-time support and data collection to measure performance against KPIs.
Adopt continuous improvement practices, such as lean and Six Sigma, to identify opportunities for optimisation. Stay informed about warehouse automation trends for 2026 to future-proof your operations and maintain a competitive edge.
A commitment to regular review, system updates, and staff feedback ensures your warehouse conveyor systems remain agile, efficient, and aligned with evolving business needs.
Future Trends: Conveyor Systems and Warehouse Flow in 2026 and Beyond
As we look to 2026, warehouse conveyor systems are rapidly evolving to meet new operational challenges and opportunities. The next generation of these solutions will be defined by increased intelligence, agility, and sustainability, transforming how goods move through modern warehouses.
Integration with Robotics and AI
The integration of robotics and AI is reshaping warehouse conveyor systems. Collaborative robots, or cobots, now work side by side with human teams, handling repetitive tasks and adapting to changing workflows. Automated guided vehicles (AGVs) operate alongside conveyors, moving goods with precision and safety.
AI-driven analytics are powering predictive maintenance and real-time route optimisation. For example, AI can redirect product flow on the fly to avoid congestion and maximise throughput. In omni-channel fulfilment centres, AI-powered sortation is reducing order cycle times and driving efficiency.
As highlighted in Warehouse automation trends shaping 2026, human-robot collaboration is becoming standard, with warehouse conveyor systems at the core of these advancements.
Advanced Software and IoT Connectivity
Modern warehouse conveyor systems are now deeply integrated with advanced software such as Warehouse Management Systems (WMS) and Warehouse Control Systems (WCS). These platforms provide end-to-end visibility, enabling operators to monitor, analyse, and optimise conveyor flow in real time.
IoT sensors are embedded throughout conveyor lines, capturing critical data on item movement, system health, and performance. Predictive maintenance is now possible, as IoT devices alert teams to potential issues before downtime occurs.
Remote diagnostics and automated alerts further streamline operations, reducing unplanned interruptions. The result is a more resilient, agile supply chain powered by smart warehouse conveyor systems.
Sustainability and Green Warehousing
Sustainability is a growing focus for warehouse conveyor systems. Facilities are adopting eco-friendly materials and energy-efficient designs to reduce environmental impact. Modular conveyor components enable easy upgrades and re-use, supporting circular economy initiatives.
Green warehouses are leveraging solar power, low-friction drives, and LED lighting to cut energy consumption. These efforts are not just about compliance but also about meeting customer expectations for responsible operations.
As procurement decisions increasingly factor in sustainability, future-ready warehouse conveyor systems will deliver both operational excellence and reduced carbon footprints.
Meeting Evolving Regulatory and Market Demands
Regulatory requirements and market conditions are constantly shifting, putting pressure on warehouses to adapt quickly. Warehouse conveyor systems are being designed for maximum flexibility, allowing for rapid reconfiguration as product lines change or new SKUs are introduced.
Compliance with stricter safety and environmental standards is now a baseline expectation. Systems are equipped with advanced safety features, regular audit capabilities, and real-time compliance monitoring.
In fast-paced sectors like FMCG, the ability to launch new products or adapt to market shifts quickly is crucial. Future-ready warehouse conveyor systems provide the adaptability and compliance needed to stay competitive.
As you look ahead to 2026, it’s clear that optimising warehouse flow is about more than just keeping up with demand—it’s about future-proofing your entire operation. From the guide, you’ve seen how the right conveyor systems can boost efficiency, accuracy, and safety, all while helping you adapt to labour shortages and rapid market changes. If you’re considering how automation can support your business goals and make your warehouse truly agile, now is a great time to take the next step. Let’s work together to create smarter, scalable solutions—Automate Your Warehouse.