
Production Conveyor Systems for Modern Warehouses
Share on
Modern warehouse operations demand speed, precision, and reliability at every touchpoint. A production conveyor serves as the backbone of material handling infrastructure, moving goods seamlessly through receiving, storage, picking, packing, and dispatch zones. As logistics and supply chain businesses face mounting pressure to fulfill orders faster while maintaining accuracy, the strategic deployment of conveyor systems has evolved from a competitive advantage to an operational necessity. Whether you're managing a 3PL facility, e-commerce fulfillment centre, or manufacturing distribution network, understanding the nuances of production conveyor technology enables informed decisions that directly impact throughput, labour efficiency, and customer satisfaction.
Understanding Production Conveyor Applications in Warehouse Environments
A production conveyor functions as the circulatory system of warehouse operations, transporting materials and finished goods between processing stations. These systems range from simple gravity roller conveyors to sophisticated automated solutions integrated with warehouse management software and robotics.

Core Functions Across Different Warehouse Types
Different warehouse environments require tailored conveyor configurations:
- E-commerce fulfillment centres utilise high-speed sortation conveyors to process thousands of orders daily
- Manufacturing facilities depend on assembly line conveyors for work-in-progress movement
- Cold storage operations require specialised conveyors rated for sub-zero temperatures
- Food and beverage warehouses implement wash-down conveyors meeting hygiene standards
- Pharmaceutical distribution demands validation-ready systems with full traceability
The selection process involves analysing product characteristics, throughput requirements, facility layout constraints, and integration points with existing warehouse automation infrastructure.
Product Characteristics That Influence Design
Material handling engineers evaluate multiple product attributes when specifying a production conveyor system. Package weight, dimensions, and fragility determine belt strength, roller diameter, and transition point design. Irregularly shaped items may require specialised carriers or tray systems, while delicate products necessitate cushioned transfers and controlled acceleration profiles.
Temperature sensitivity dictates material selection for both the conveyor structure and transported goods. Pharmaceutical products often require temperature-controlled zones with validated monitoring, whilst frozen foods demand conveyors manufactured from materials that remain flexible at -25°C.
Types of Production Conveyor Systems for Logistics Operations
Selecting the appropriate conveyor technology requires matching system capabilities to operational requirements. Each configuration offers distinct advantages for specific warehouse challenges.

Belt Conveyors for Diverse Product Handling
Belt conveyors excel in environments requiring gentle product handling and the ability to navigate inclines. The continuous belt surface supports irregular package shapes and prevents small items from falling through gaps common in roller systems. Modern belt materials include PVC, polyurethane, and modular plastic, each engineered for specific operating conditions and product types.
Variable frequency drives enable precise speed control, allowing integration with upstream and downstream processes. This precision proves essential when coordinating with automation and industrial robotics systems where timing accuracy affects overall system performance.
Roller Conveyors and Accumulation Strategies
Gravity and powered roller conveyors dominate warehouse environments due to their cost-effectiveness and reliability. Zero-pressure accumulation (ZPA) technology allows products to queue without contact, preventing package damage whilst maintaining system flow. This capability proves invaluable at packing stations where work rates vary and temporary storage prevents bottlenecks.
Motorised roller conveyors (MRC) embed individual drive motors within rollers, eliminating chains and belts for cleaner operation. The modular design simplifies maintenance and reduces downtime, critical factors for 24/7 logistics operations.
Safety Standards and Compliance Requirements
Production conveyor systems operate within stringent safety frameworks designed to protect workers and maintain operational integrity. The ASME B20.1-2024 Safety Standard for Conveyors and Related Equipment establishes comprehensive guidelines covering design, installation, and maintenance protocols. Compliance with these standards isn't merely regulatory obligation-it directly impacts insurance premiums, liability exposure, and workforce confidence.
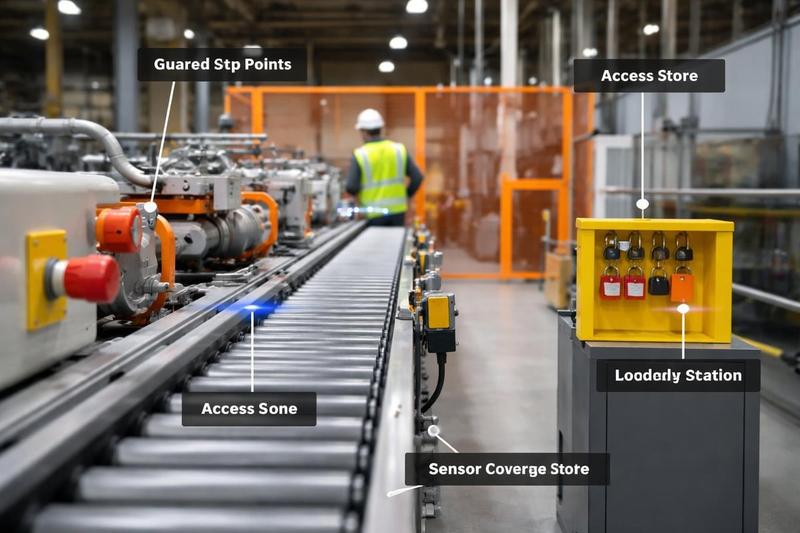
Essential Safety Features and Guarding
Modern production conveyor installations incorporate multiple safety layers:
- Physical guarding prevents access to nip points, pinch zones, and moving components
- Emergency stop systems provide immediate shutdown capability at regular intervals
- Lockout/tagout provisions enable safe maintenance procedures
- Motion sensors detect personnel proximity and trigger automatic slowdown or停止
- Visual and audible warnings alert workers before conveyor startup
- Light curtains create invisible barriers at access points
The Canadian Centre for Occupational Health and Safety emphasises that proper training remains as critical as physical safeguards. Operators must understand system capabilities, emergency procedures, and proper interaction protocols.
Maintenance Protocols and Inspection Schedules
Preventive maintenance extends conveyor lifespan whilst minimising unexpected downtime. Structured inspection programmes identify wear patterns before component failure occurs. Daily visual checks monitor belt tracking, unusual noise, and debris accumulation. Weekly inspections verify emergency stop functionality, guard integrity, and lubrication levels.
Monthly detailed inspections assess bearing condition, motor performance, and structural integrity. OSHA conveyor safety requirements mandate documentation of all maintenance activities, creating accountability and enabling trend analysis that predicts component replacement timing.
Integration with Warehouse Management Systems
A production conveyor achieves peak efficiency when seamlessly integrated with warehouse management systems (WMS) and warehouse control systems (WCS). This digital connectivity transforms conveyors from passive transport mechanisms into intelligent routing networks that respond dynamically to operational demands.
Real-Time Data Exchange and Decision Making
Modern conveyor controllers communicate bidirectionally with WMS platforms, receiving routing instructions whilst reporting system status, throughput metrics, and fault conditions. This data exchange enables sophisticated logic such as dynamic load balancing across parallel conveyor lanes, priority routing for expedited orders, and automatic reconfiguration when equipment faults occur.
Integration with machine vision systems enables automated quality checks, dimensional verification, and barcode validation without interrupting product flow. Vision systems mounted above conveyors capture multiple data points per second, flagging anomalies and triggering diversion to exception handling lanes.
Sortation Strategies and Routing Logic
Sortation conveyors employ various mechanisms to direct products to designated destinations:
- Pop-up wheel sorters raise between rollers to divert packages at 90-degree angles
- Sliding shoe sorters gently push items onto spur lanes without orientation change
- Cross-belt sorters carry products on individual belts that discharge perpendicular to travel direction
- Tilt-tray sorters tip products into designated chutes at precise timing intervals
The choice depends on throughput requirements, package characteristics, and sort destination count. High-volume e-commerce operations often deploy cross-belt or tilt-tray systems capable of 15,000+ sorts per hour, whilst smaller facilities achieve adequate performance with more economical pop-up wheel configurations.
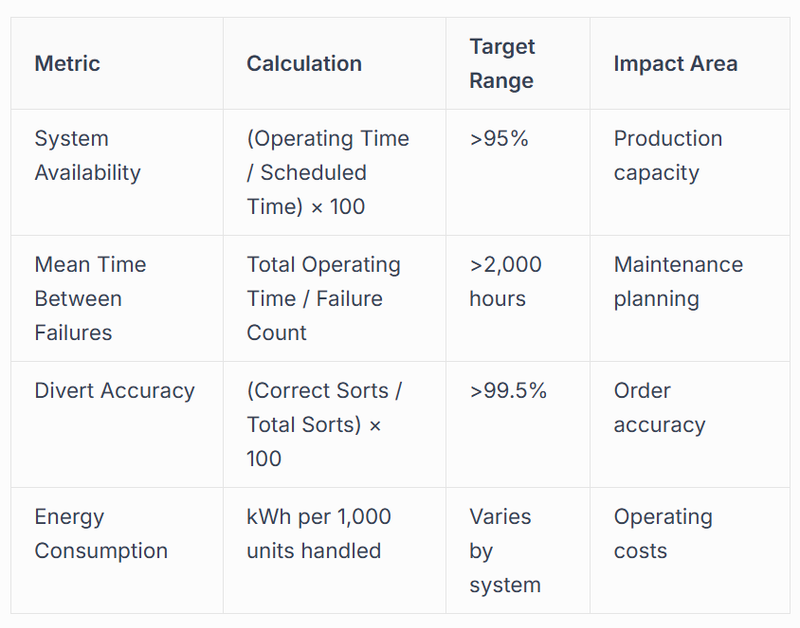
Performance Metrics and Operational Efficiency
Measuring production conveyor performance requires tracking multiple key performance indicators (KPIs) that reveal system health and identify improvement opportunities. Throughput capacity, measured in units per hour or metres per minute, represents the most visible metric but tells an incomplete story without context.
Identifying and Eliminating Bottlenecks
Systematic analysis of conveyor performance data reveals constraints limiting overall throughput. Accumulation zones that consistently fill indicate downstream capacity limitations. Frequent emergency stops at specific locations suggest operator interface issues or inadequate training. Uneven wear patterns point to tracking problems or improper loading techniques.
Advanced analytics platforms aggregate data from multiple sensors, applying machine learning algorithms to predict component failures before they occur. This predictive maintenance approach reduces unplanned downtime by 30-50% compared to reactive repair strategies.
Scalability and Future-Proofing Considerations
Warehouse requirements evolve as businesses grow, product mixes change, and customer expectations shift. A production conveyor installation designed with scalability in mind accommodates expansion without requiring complete system replacement. Modular conveyor architectures enable incremental capacity additions aligned with business growth trajectories.
Modular Design Principles
Successful scalable conveyor systems share common architectural characteristics. Standardised module lengths (typically 600mm, 900mm, or 1,200mm) simplify expansion planning and spare parts inventory. Plug-and-play electrical connections reduce installation time for additional sections. Software-defined routing parameters allow reconfiguration without mechanical modifications.
For businesses beginning their automation journey, solutions like the Automate-X GTP Starter Grid provide an accessible entry point that grows alongside operational requirements. These scalable systems establish the foundation for future automation whilst delivering immediate productivity gains.
Technology Evolution and Upgrade Paths
The global conveyor systems market continues advancing with innovations in drive technology, control systems, and material science. Variable frequency drives have largely replaced fixed-speed motors, enabling energy savings of 20-40% through dynamic speed adjustment. Brushless DC motors reduce maintenance requirements whilst improving positioning accuracy for precision applications.
Cloud-connected conveyor systems enable remote monitoring and diagnostics, allowing equipment suppliers to identify issues before warehouse staff notice performance degradation. This connectivity also facilitates over-the-air software updates that add functionality to existing hardware investments.
Cost Analysis and Return on Investment
Production conveyor investments require thorough financial justification examining both capital expenditure and long-term operational benefits. Total cost of ownership encompasses purchase price, installation expenses, energy consumption, maintenance costs, and expected system lifespan.
Capital Investment Components
Initial conveyor system costs vary dramatically based on complexity and capability:
- Basic roller conveyor: $400-800 per linear metre
- Powered belt conveyor: $1,200-2,500 per linear metre
- Sortation systems: $150,000-500,000+ depending on capacity
- Integration and commissioning: 15-25% of equipment cost
- Training and documentation: 3-5% of total project value
These figures exclude building modifications, electrical infrastructure upgrades, and WMS integration which can add 30-60% to equipment costs in retrofit situations.
Quantifying Operational Benefits
ROI calculations must capture both hard savings and productivity improvements. Direct labour reduction represents the most measurable benefit, with automated conveyor systems typically eliminating 2-6 full-time equivalent positions per shift depending on throughput volume. At current New Zealand labour rates averaging $25-32 per hour for warehouse operatives, annual savings quickly accumulate.
Additional benefits include:
- Reduced product damage through consistent handling (0.5-2% improvement)
- Improved order accuracy via automated verification (0.3-1.5% improvement)
- Faster throughput enabling same-day dispatch cutoff extensions
- Enhanced workplace safety reducing injury-related costs and downtime
- Scalability without proportional labour increases supporting growth
Well-designed installations typically achieve payback within 18-36 months, with service lives exceeding 15 years when properly maintained.
Environmental and Energy Efficiency Considerations
Sustainable warehouse operations increasingly influence equipment selection decisions. Production conveyor systems consume significant energy in high-throughput facilities, making efficiency optimisation both environmentally responsible and economically advantageous.
Energy-Efficient Design Strategies
Modern conveyor systems employ multiple techniques to reduce power consumption. Variable frequency drives adjust motor speed to match actual load requirements rather than running continuously at full capacity. During low-activity periods, conveyors enter sleep mode, maintaining minimal power whilst retaining instant-restart capability.
Regenerative braking captures kinetic energy during deceleration, converting it to electricity fed back into facility power systems. In installations with significant elevation changes, downward-sloping conveyors can generate more power than they consume, offsetting energy use in other system zones.
LED lighting integration within conveyor frames provides task illumination whilst consuming 75% less energy than fluorescent alternatives. Occupancy sensors activate lighting only when workers occupy specific zones, further reducing consumption in automated areas.
Sustainable Materials and End-of-Life Planning
Conveyor manufacturers increasingly specify recyclable materials and design for disassembly. Aluminium frames replace painted steel in many applications, reducing weight whilst improving corrosion resistance and recyclability. Modular plastic belt materials enable section replacement rather than complete belt disposal when wear occurs.
Responsible end-of-life planning includes component refurbishment programmes where motors, drives, and controllers receive factory rebuilding for redeployment. This circular economy approach reduces waste whilst providing cost-effective spare parts inventory.
Regulatory Compliance Across Industries
Beyond general workplace safety standards, specific industries impose additional requirements on production conveyor systems. Understanding these sector-specific regulations prevents costly retrofits and ensures uninterrupted operations.
Food-Grade and Pharmaceutical Requirements
Food and beverage operations must comply with food safety regulations requiring wash-down capability and materials that resist bacterial growth. Stainless steel construction, sealed bearings, and smooth surfaces without crevices enable thorough cleaning. International standards for industrial conveyor manufacturing specify food-contact materials and cleaning validation protocols.
Pharmaceutical warehouses handling regulated substances require validated systems with full traceability. Conveyor control systems must log all product movements with timestamps, creating audit trails that demonstrate proper handling throughout distribution chains.
Temperature-Controlled Environment Standards
Cold storage and frozen food warehouses present unique challenges for production conveyor systems. Materials must remain flexible and structural at temperatures reaching -30°C. Electrical components require special ratings preventing condensation when moving between temperature zones. Heating elements prevent ice buildup on critical components whilst thermal insulation minimises energy transfer from ambient areas.
Regular validation ensures temperature-controlled conveyors maintain product integrity throughout transport. Wireless temperature sensors mounted on carriers provide real-time monitoring, triggering alerts when thresholds are exceeded.
Production conveyor systems represent fundamental infrastructure for modern warehouse operations, delivering measurable improvements in throughput, accuracy, and safety when properly specified and integrated. As logistics demands continue intensifying, strategic conveyor investments position businesses for sustainable growth whilst maintaining operational flexibility. Automate-X combines conveyor technology with intelligent warehouse automation solutions, helping logistics and supply chain businesses streamline operations and achieve scalable growth. Contact our team to explore how integrated automation can transform your warehouse performance.