
Conveyor Working: Essential Guide for Modern Warehouses
Share on
Understanding how conveyor working principles function within modern warehouse environments has become essential for logistics operations seeking competitive advantage. Conveyors form the circulatory system of distribution facilities, moving products efficiently from receiving docks through storage zones to dispatch areas. Whether managing a third-party logistics operation, e-commerce fulfillment centre, or manufacturing distribution facility, comprehending the mechanics and optimization of conveyor systems directly impacts throughput, accuracy, and operational costs. This comprehensive guide explores the fundamental aspects of conveyor working mechanisms, maintenance protocols, system integration strategies, and performance optimization techniques that warehouse managers and operations directors need to master in 2026.
Fundamental Principles of Conveyor Working Systems
Conveyor working mechanisms operate on relatively straightforward mechanical principles that combine motors, drive systems, belts or rollers, and control electronics to create continuous product movement. At the most basic level, a motor generates rotational force transmitted through drive components to move a belt, chain, or series of rollers that carry products along a predetermined path.
The effectiveness of conveyor working systems depends on several critical factors working in harmony. Belt tension must remain within specified parameters to prevent slippage whilst avoiding excessive wear on bearings and motors. Alignment ensures products travel straight without drift or jamming. Speed control allows operators to match conveyor velocity to upstream and downstream processes, maintaining smooth material flow throughout the facility.
Drive System Components and Their Functions
Modern conveyor systems employ various drive configurations depending on load requirements, speed specifications, and operational environments:
- Direct drive systems connect motors immediately to drive pulleys for simple, efficient power transmission
- Gear reduction drives provide higher torque for heavy loads or incline applications
- Variable frequency drives (VFDs) enable precise speed control and energy optimization
- Zone controls activate specific conveyor sections only when products are present

Understanding these drive system variations helps operations teams specify appropriate components when expanding conveyor infrastructure or troubleshooting performance issues.

Conveyor Working Maintenance Strategies for Optimal Performance
Effective conveyor working maintenance requires systematic approaches that prevent unexpected failures whilst maximising equipment lifespan. Implementing regular visual inspections forms the foundation of any successful maintenance programme, allowing technicians to identify emerging issues before they cause operational disruptions.
Daily maintenance activities should include visual checks for debris accumulation, unusual sounds indicating bearing wear, belt tracking alignment, and safety guard integrity. These quick inspections typically require only 10-15 minutes per conveyor section but prevent the majority of common failures.
Structured Maintenance Scheduling
A comprehensive maintenance plan for conveyors and sorters should incorporate multiple timeframes addressing different system components:
Weekly tasks focus on cleaning accumulated debris, checking belt tension, inspecting drive chain lubrication, and verifying photo-eye sensor cleanliness. These activities maintain consistent conveyor working performance between more intensive service intervals.
Monthly maintenance includes detailed bearing inspections, motor mounting verification, electrical connection tightness checks, and belt wear measurements. Technicians should document findings in maintenance management systems to track degradation trends.
Quarterly servicing addresses drive component alignment, comprehensive lubrication of all moving parts, belt replacement evaluation, and emergency stop function testing. This deeper maintenance level often requires brief system downtime scheduled during low-volume periods.
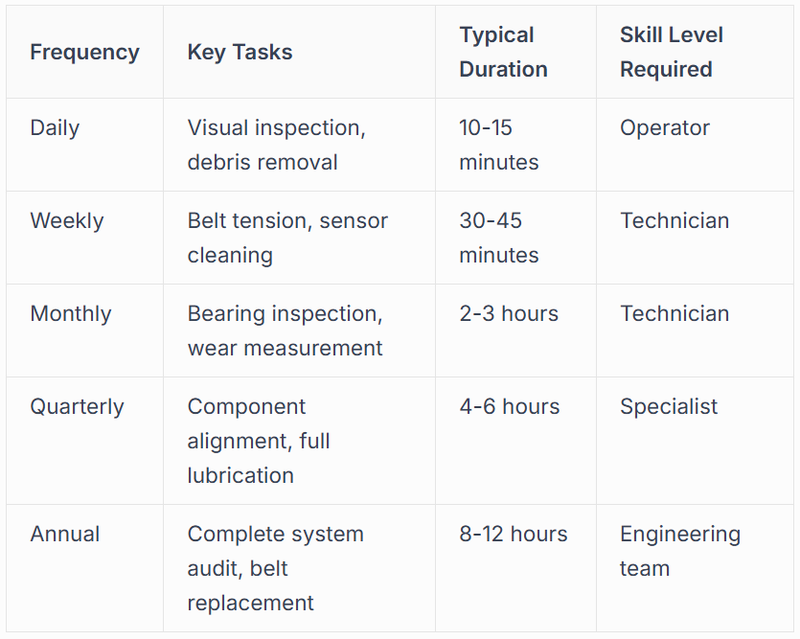
This structured approach ensures conveyor working reliability whilst distributing maintenance workload across operational teams with appropriate skill levels.
Integration of Conveyor Systems Within Warehouse Automation
Modern conveyor working effectiveness extends beyond mechanical operation to encompass integration with warehouse management systems (WMS), automated guided vehicles (AGVs), sortation equipment, and machine vision systems. This connectivity transforms basic material movement into intelligent product flow.
Communication protocols between conveyors and WMS platforms enable real-time tracking of individual products as they traverse the facility. Barcode scanners, RFID readers, or vision systems positioned along conveyor paths capture product identity and location data, feeding this information back to central control systems that orchestrate overall warehouse operations.
Goods-to-Person System Integration
Conveyor working principles prove particularly valuable when integrated with goods-to-person (GTP) automation strategies. Products stored in automated storage and retrieval systems (AS/RS) or shuttle-based storage travel via conveyor networks to ergonomic picking stations where operators fulfill orders without walking through warehouse aisles.
For small and medium-sized operations seeking entry into warehouse automation, solutions like the Automate-X GTP Starter Grid demonstrate how conveyor systems form the critical connection between automated storage and picking workstations. These integrated approaches combine proven conveyor working mechanics with modern control systems to deliver measurable productivity improvements without the complexity of enterprise-scale installations.
The integration between conveyors and picking stations requires precise speed synchronization, buffer zone management, and intelligent queuing algorithms that balance workload across multiple operators. Control systems monitor picking station status and adjust conveyor flow rates accordingly, preventing product backups whilst maintaining consistent operator utilisation.

Troubleshooting Common Conveyor Working Issues
Even well-maintained systems occasionally experience performance issues requiring systematic troubleshooting approaches. Understanding common conveyor system problems and their solutions enables operations teams to restore normal function quickly, minimising throughput disruptions.
Belt mistracking represents one of the most frequent conveyor working problems, caused by improper tension, worn components, or material buildup on pulleys. Correction typically involves tension adjustment, pulley cleaning, and alignment verification using laser alignment tools or straightedge methods.
Diagnostic Approaches for Performance Problems
When conveyor working performance degrades, technicians should follow structured diagnostic procedures:
- Observe the system under normal load conditions to identify where problems manifest
- Check recent maintenance logs for patterns indicating component degradation
- Measure belt speed at multiple points to identify drive slippage or inconsistent operation
- Inspect electrical connections at motor control panels and field devices for loose terminations
- Review error logs from conveyor controllers for fault codes indicating specific failures
Motor overload conditions often indicate excessive friction from misalignment, inadequate lubrication, or overloading beyond design specifications. Thermal imaging cameras help identify bearing failures before catastrophic breakdowns occur, revealing hot spots that indicate imminent component failure.
Inconsistent product gaps on conveyors suggest control system issues rather than mechanical problems. Photo-eye sensors may require cleaning or repositioning, or control logic parameters may need adjustment to match current operational requirements.
Speed and Throughput Optimization
Maximizing conveyor working efficiency requires balancing multiple operational variables. Running conveyors at maximum design speed doesn't necessarily optimize throughput if downstream processes can't maintain that pace. Implementing proper maintenance practices ensures systems operate at design specifications rather than degraded performance levels.
- Monitor accumulation zones for excessive product backup indicating bottlenecks
- Adjust zone control timing to minimize gaps between product groups
- Calibrate speed relationships between connecting conveyor sections
- Implement dynamic speed control based on real-time throughput demand
Advanced Conveyor Working Technologies for 2026 Warehouses
Contemporary warehouse operations increasingly deploy advanced conveyor technologies that extend beyond traditional belt and roller systems. These innovations address specific operational challenges within e-commerce fulfillment, pharmaceutical handling, food and beverage distribution, and cold storage environments.
Spiral conveyors enable vertical product movement within compact footprints, particularly valuable in facilities with limited floor space but available ceiling height. These systems maintain gentle product handling whilst transitioning between warehouse levels for picking, packing, or storage operations.
Powered roller conveyors with zone control provide superior accumulation capabilities compared to traditional belt systems. Individual motorized roller zones activate only when products are present, reducing energy consumption whilst enabling zero-pressure accumulation that protects fragile products from compression damage.
Sortation System Integration
High-speed sortation represents a specialized category of conveyor working applications requiring precise timing and control. Modern sorters employ various diversion mechanisms:
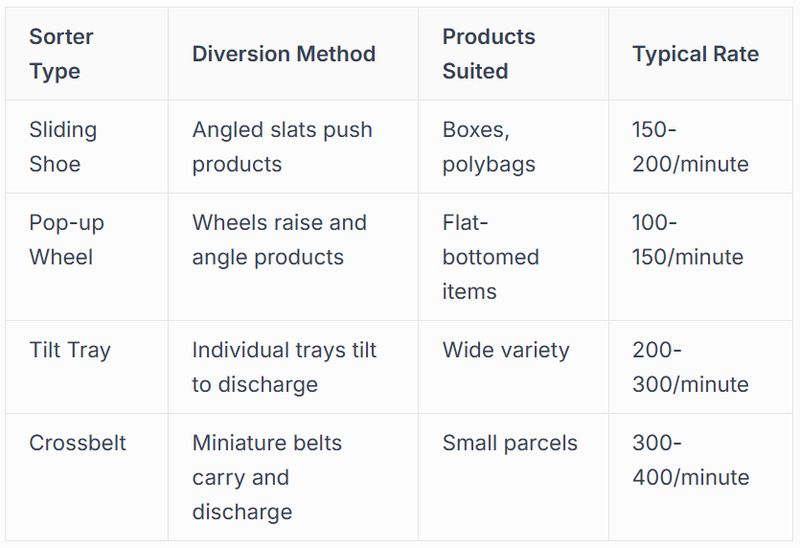
Understanding proper conveyor maintenance techniques becomes even more critical with these high-speed systems where minor misalignments or worn components quickly compound into major operational disruptions.
Integration between traditional accumulation conveyors and high-speed sorters requires careful attention to product presentation, gap control, and speed matching. Products must arrive at sortation induction points with consistent spacing and orientation to achieve rated sortation throughput.
Safety Considerations in Conveyor Working Environments
Workplace safety represents a non-negotiable aspect of conveyor working operations, with regulatory requirements and duty-of-care obligations demanding comprehensive safety protocols. Modern conveyor systems incorporate multiple safety features protecting both personnel and products.
Emergency stop systems must be accessible throughout conveyor runs, allowing immediate shutdown when personnel enter dangerous zones or equipment malfunctions. These controls should be tested regularly as part of quarterly maintenance procedures to verify proper function.
Personnel Protection and Training
Effective safety programmes combine engineering controls, administrative procedures, and personnel training:
- Install guarding at all pinch points, particularly where belts wrap around pulleys
- Implement lockout-tagout procedures before any maintenance activities
- Provide comprehensive training on safe conveyor interaction for all warehouse personnel
- Establish clear protocols for product jams requiring manual intervention
- Deploy light curtains or safety mats at critical access points
Best practices for conveyor maintenance emphasize the importance of training maintenance teams on safety protocols specific to conveyor systems. Rotating components, electrical hazards, and stored energy in belt tension systems all present risks requiring specific safety awareness.
Regular safety audits should evaluate guard integrity, emergency stop accessibility, warning signage visibility, and compliance with current workplace safety regulations. These reviews often identify opportunities for safety improvements beyond minimum regulatory compliance.

Energy Efficiency and Sustainable Conveyor Operations
Modern warehouse operations increasingly prioritize energy efficiency within conveyor working systems, driven by both cost reduction objectives and environmental sustainability commitments. Conveyor networks often represent significant portions of warehouse energy consumption, making them prime targets for efficiency improvements.
Variable frequency drives enable motors to operate at only the speed required for current throughput demands rather than running constantly at full capacity. This technology typically reduces conveyor energy consumption by 25-40% compared to fixed-speed systems whilst providing operational flexibility.
Operational Strategies for Energy Reduction
Beyond equipment specifications, operational practices significantly influence conveyor working energy consumption:
Zone control implementation activates conveyor sections only when products are present, eliminating energy waste from running empty conveyors. Photocells or proximity sensors detect product presence, triggering zone activation just ahead of approaching items.
Scheduled shutdowns during non-operational periods prevent unnecessary runtime. Modern control systems can automatically power down conveyors during breaks, shift changes, or overnight periods based on programmed schedules or WMS integration signals.
Proper lubrication reduces friction throughout drive systems, lowering motor current draw and extending component life. Implementing proper lubrication practices for roller conveyor systems delivers both energy savings and maintenance cost reductions.
Belt tension optimization balances tracking stability against excessive friction. Over-tensioned belts increase bearing loads and motor current whilst under-tensioned belts slip and reduce efficiency. Regular tension measurement and adjustment maintains optimal performance.
Performance Monitoring and Continuous Improvement
Maximizing long-term conveyor working effectiveness requires systematic performance monitoring and data-driven improvement initiatives. Modern conveyor control systems capture operational data providing insights into system health, throughput trends, and maintenance needs.
Monitoring parameters should include operating hours per zone, fault events by type and location, energy consumption patterns, throughput volumes, and maintenance intervention frequency. This data reveals degradation trends before they impact operations and quantifies improvement opportunities.
Key Performance Indicators for Conveyor Systems
Establishing clear metrics enables objective evaluation of conveyor working performance:
- System availability measures percentage of scheduled operating time without breakdowns
- Mean time between failures (MTBF) tracks reliability trends over extended periods
- Throughput efficiency compares actual product movement rates against design specifications
- Energy consumption per unit normalizes power usage against workload variations
- Maintenance cost per operating hour evaluates total cost of ownership
Warehouses implementing comprehensive order picking systems rely heavily on conveyor working reliability to maintain promised service levels. Performance monitoring ensures these critical systems meet operational requirements consistently.
Regular review meetings analyzing performance data help operations teams identify improvement opportunities. Trends indicating increasing failure rates prompt preventive component replacement before breakdowns occur. Energy consumption spikes highlight opportunities for drive system optimization or operational procedure adjustments.
Material Handling Challenges Across Different Industries
Conveyor working requirements vary significantly across warehouse industry sectors, each presenting unique handling challenges requiring specialized solutions. Understanding these variations helps specify appropriate conveyor systems and maintenance protocols for specific operational environments.
Pharmaceutical warehouses demand extremely clean conveyor working environments with validated cleaning procedures, temperature control, and full product traceability. Stainless steel construction and sanitary design principles prevent contamination whilst facilitating regulatory compliance.
Food and beverage distribution requires similar sanitation standards with additional considerations for cold storage environments where condensation, freezing temperatures, and thermal cycling stress conveyor components. Proper maintenance in these conditions demands specialized lubricants and materials resistant to temperature extremes.
E-commerce and 3PL Operational Demands
E-commerce fulfillment and third-party logistics operations present high-variability product mixes with rapid SKU turnover. Conveyor working systems in these environments must handle diverse product dimensions, weights, and packaging formats without manual intervention.
- Dimensional variability requires adjustable guide rails and adaptable zone controls
- Peak season scalability demands systems designed for maximum capacity with efficient low-volume operation
- Rapid SKU changes necessitate flexible sortation configurations supporting thousands of destinations
- Returns processing adds reverse logistics flow patterns to facility conveyor networks
FMCG and manufacturing distribution typically move more standardized product formats but at higher volumes. Conveyor working reliability becomes paramount when systems must sustain 20-hour operational days supporting just-in-time manufacturing or retail replenishment programmes.
Cold storage operations serving these industries face the harshest operating conditions, with conveyor components exposed to sub-zero temperatures, thermal shock when products enter or exit refrigerated zones, and moisture condensation creating ice accumulation risks. Specialized components, heating elements, and aggressive maintenance schedules maintain conveyor working reliability in these demanding environments.
Masizing conveyor working performance requires balancing mechanical maintenance, system integration, operational optimization, and industry-specific requirements within comprehensive warehouse automation strategies. When warehouse operations demand enhanced efficiency, throughput scalability, or integration of advanced automation technologies, Automate-X combines conveyor systems with robotics, warehouse software, and intelligent controls to create integrated solutions addressing the complete material handling challenge. Contact our team to discuss how modern warehouse automation can transform your distribution operations.