
Industrial Robotics Manufacturers: 2026 Guide
Share on
The warehouse automation landscape has evolved dramatically in recent years, driven by the innovation and manufacturing capabilities of leading robotics providers. Industrial robotics manufacturers now offer sophisticated solutions that address the specific challenges facing logistics, e-commerce fulfilment, and distribution operations across the Asia-Pacific region and beyond. Understanding the key players, their technological approaches, and selection criteria has become essential for businesses seeking to modernise warehouse operations and remain competitive in 2026.
Global Leaders in Industrial Robotics Manufacturing
The industrial robotics sector encompasses diverse manufacturers, each bringing unique strengths to warehouse automation applications. The International Federation of Robotics reports consistent growth in industrial robot installations, particularly within logistics and warehousing sectors, reflecting the increasing demand for automation solutions.
Established Robotics Powerhouses
Leading industrial robotics manufacturers have established themselves through decades of innovation and reliable performance across multiple sectors.
ABB Robotics delivers comprehensive automation solutions with particular strength in high-speed picking and palletizing applications. Their robotic systems integrate seamlessly with warehouse management platforms, offering:
- Advanced vision systems for item recognition
- Flexible payload capacities from 3kg to 800kg
- Energy-efficient operation reducing operating costs
- Extensive service networks across Australasia
KUKA Robotics provides industrial automation solutions recognized for precision and adaptability. Their collaborative robots and autonomous mobile robots serve distribution centres requiring flexible automation that works alongside human operators.
FANUC maintains a dominant position in industrial robotics manufacturing, particularly for high-volume operations. Their yellow robotic arms are ubiquitous in manufacturing, and increasingly deployed in warehouse automation technologies for case handling, layer picking, and depalletizing tasks.
Emerging Warehouse-Focused Manufacturers
Newer entrants to the industrial robotics manufacturers landscape have developed solutions specifically targeting logistics and warehouse operations.
Geek+ Technologies specializes in autonomous mobile robots (AMRs) and goods-to-person systems designed exclusively for warehouse environments. Their solutions demonstrate how modern industrial robotics manufacturers are addressing e-commerce fulfilment challenges through:
- Modular AMR fleets that scale with demand
- AI-powered routing optimization
- Rapid deployment timeframes
- Integration with existing warehouse infrastructure
Locus Robotics focuses exclusively on collaborative mobile robots for order picking, representing the specialized approach many industrial robotics manufacturers now pursue. Their systems work alongside warehouse staff, enhancing productivity without requiring complete facility redesigns.
GreyOrange combines robotic hardware with sophisticated warehouse execution software, illustrating how contemporary industrial robotics manufacturers deliver integrated solutions rather than standalone equipment.
Technology Platforms and Capabilities
Different industrial robotics manufacturers employ varying technological approaches, each suited to specific warehouse operations and business requirements.
Autonomous Mobile Robot Systems
AMR technology represents one of the fastest-growing segments among industrial robotics manufacturers. These systems navigate warehouse environments independently, transporting goods, supporting picking operations, and enabling goods-to-person automation strategies.
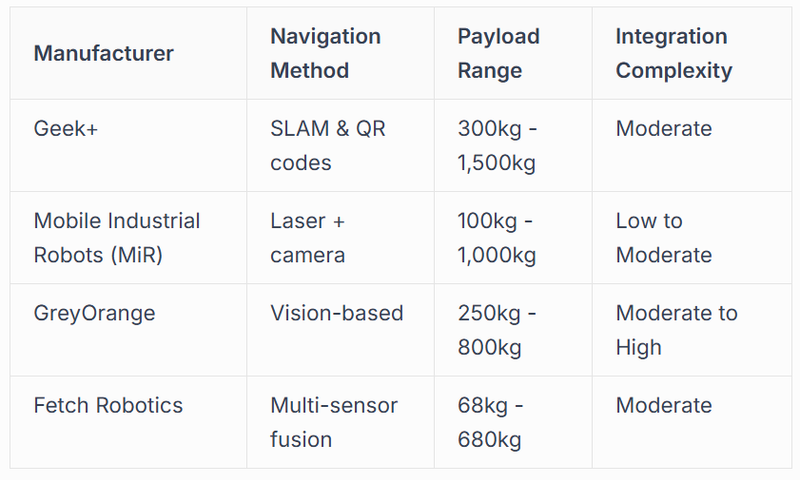
These systems excel in operations requiring flexibility. Unlike fixed conveyor infrastructure, AMR deployments from industrial robotics manufacturers can adapt to changing warehouse layouts, seasonal demand fluctuations, and evolving product mixes.
Robotic Picking and Manipulation
Articulated robotic arms from industrial robotics manufacturers increasingly handle picking, packing, and palletizing tasks previously requiring manual labour. Advancements in machine vision, artificial intelligence, and end-effector design have expanded application possibilities significantly.
Modern picking robots feature:
- 3D vision systems identifying items with varying shapes and packaging
- Adaptive gripping mechanisms handling diverse product types
- Learning algorithms improving performance over time
- Force-sensing capabilities preventing product damage
The integration of industrial automation and robotics extends beyond individual robots to comprehensive systems orchestrating multiple automation technologies simultaneously.

Collaborative Robot Solutions
Collaborative robots, or cobots, represent a significant innovation from industrial robotics manufacturers, designed to work safely alongside human operators without safety caging. This approach suits operations where complete automation isn't economically justified or operationally appropriate.
Universal Robots pioneered the cobot category, offering lightweight, easily programmable solutions suitable for small to medium warehouses. Their systems demonstrate how industrial robotics manufacturers are democratizing automation access for businesses previously unable to justify traditional industrial robots.
Techman Robot provides vision-integrated collaborative robots particularly effective for quality inspection, kitting, and light assembly operations within warehouse environments.
Selection Criteria for Warehouse Operations
Choosing among industrial robotics manufacturers requires careful evaluation of technical capabilities, business requirements, and long-term strategic objectives.
Operational Requirements Assessment
Before engaging industrial robotics manufacturers, warehouse operations must clearly define automation objectives and constraints:
- Throughput targets: Quantify required picking rates, order volumes, and seasonal peak demands
- Product characteristics: Assess size ranges, weights, packaging types, and SKU complexity
- Facility constraints: Evaluate ceiling heights, floor loading capacities, and available space
- Integration requirements: Identify existing systems requiring connectivity
- Labour availability: Consider workforce recruitment challenges and retention objectives
Different industrial robotics manufacturers excel in specific application areas. AMR specialists suit operations prioritizing flexibility, while traditional manufacturers offer proven solutions for high-volume, repetitive tasks.
Total Cost of Ownership Analysis
Comparing industrial robotics manufacturers purely on capital expenditure overlooks critical financial considerations affecting long-term value:
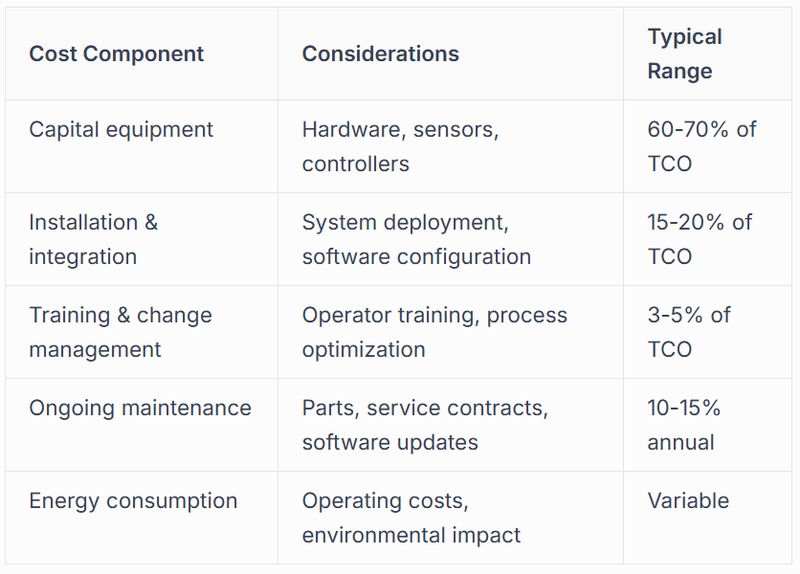
Many industrial robotics manufacturers now offer robotics-as-a-service (RaaS) models, converting capital expenditure to operational expense whilst including maintenance, upgrades, and support within subscription pricing.
Integration Ecosystem and Support
The best industrial robotics manufacturers provide comprehensive integration support and maintain partnerships with warehouse management system providers, ensuring seamless operational deployment.
System integration capabilities distinguish leading industrial robotics manufacturers. Solutions must communicate with:
- Warehouse management systems (WMS)
- Enterprise resource planning platforms
- Transportation management systems
- Inventory management software
- Quality control systems
Operations across New Zealand and Australia should prioritize industrial robotics manufacturers with established local support infrastructure, ensuring rapid response to technical issues and minimizing operational disruptions.
For businesses beginning their automation journey, solutions like the Automate-X GTP Starter Grid offer an accessible entry point, combining proven robotics technologies with streamlined implementation approaches specifically designed for small to medium operations. This modular approach to automation and industrial robotics allows businesses to validate automation benefits before committing to comprehensive facility-wide deployments.

Industry-Specific Applications and Considerations
Industrial robotics manufacturers increasingly develop specialized solutions targeting specific logistics verticals, recognizing that pharmaceutical distribution differs fundamentally from FMCG or cold-storage operations.
Cold-Storage and Temperature-Controlled Environments
Warehouses operating below freezing present unique challenges that only certain industrial robotics manufacturers adequately address. Standard industrial robots may require modification for reliable operation in temperatures ranging from -25°C to -30°C.
Specialized considerations include:
- Temperature-rated components and lubricants
- Condensation management for vision systems
- Battery performance in cold environments for AMRs
- Operator interface accessibility with protective clothing
SSI Schaefer and Swisslog are industrial robotics manufacturers with extensive cold-storage automation experience, offering solutions proven in pharmaceutical and frozen food distribution.
Pharmaceutical and Healthcare Logistics
Pharmaceutical warehouses require automation solutions meeting stringent regulatory requirements, traceability demands, and contamination prevention protocols.
Leading industrial robotics manufacturers serving this sector provide:
- Clean-room compatible materials and designs
- Comprehensive track-and-trace integration
- Validation documentation supporting regulatory compliance
- Batch and serial number handling capabilities
- Temperature monitoring and environmental control integration

E-commerce Fulfilment Operations
E-commerce operations face unique challenges including extreme order variability, diverse product mixes, and compressed delivery windows. Industrial robotics manufacturers like Amazon Robotics (formerly Kiva Systems) revolutionized this space with drive-unit AMRs transporting entire shelving pods to picking stations.
Contemporary solutions from industrial robotics manufacturers address e-commerce through:
- High-density storage maximizing facility utilization
- Rapid order processing supporting same-day delivery
- Returns handling and inventory reintegration
- Peak season scalability managing demand fluctuations
Regional Considerations for Asia-Pacific Markets
Industrial robotics manufacturers serving Australia and New Zealand must account for regional market characteristics, including longer supply chains, smaller market sizes, and specific regulatory environments.
Local Support Infrastructure
Distance from manufacturing centres in Europe, North America, and Asia creates service challenges. The most effective industrial robotics manufacturers maintain regional service centres, spare parts inventories, and technical support teams within reasonable response distances.
Service level agreements should specify response times, parts availability, and remote support capabilities. Operations cannot afford extended downtime awaiting international parts shipments or technician travel.
Regulatory and Safety Standards
Industrial robotics manufacturers must comply with Australian and New Zealand safety standards, including AS/NZS 4024 series for machinery safety. Collaborative robots require risk assessment demonstrating safe human-robot interaction under local workplace health and safety regulations.
Electrical compliance with AS/NZS 3000 wiring standards and electromagnetic compatibility requirements ensures smooth installation and commissioning processes.
Future Directions in Industrial Robotics
Leading industrial robotics manufacturers continue advancing capabilities through artificial intelligence integration, improved sensing technologies, and enhanced human-machine collaboration.
Artificial Intelligence and Machine Learning
Contemporary industrial robotics manufacturers incorporate AI technologies enabling:
- Adaptive picking: Robots learning optimal grasp points for novel items
- Predictive maintenance: Systems forecasting component failures before breakdowns
- Dynamic optimization: Real-time adjustment of robot movements for efficiency
- Quality assessment: Visual inspection identifying defects or damages
These capabilities transform robots from pre-programmed machines to adaptive systems continuously improving performance.
Sustainability and Energy Efficiency
Environmental considerations increasingly influence industrial robotics manufacturers' development priorities. Modern systems feature:
- Regenerative braking capturing energy during deceleration
- Optimized motion planning reducing unnecessary movements
- Lightweight construction minimizing energy consumption
- Extended component lifecycles reducing replacement frequency
Warehouse operators across sectors prioritize sustainability, making energy efficiency a key differentiator among industrial robotics manufacturers.
Standardization and Interoperability
Industry initiatives promoting standardization help reduce integration complexity when deploying solutions from multiple industrial robotics manufacturers. The VDA 5050 interface standard for AMR fleet management exemplifies efforts enabling mixed-vendor deployments.
Greater standardization benefits warehouse operators through:
- Reduced vendor lock-in and increased flexibility
- Simplified integration with existing systems
- Lower training requirements across platforms
- Enhanced scalability as operations grow
Implementation Best Practices
Successful deployment of solutions from industrial robotics manufacturers requires structured approaches addressing technical, operational, and organizational dimensions.
Phased Deployment Strategies
Rather than attempting complete warehouse automation simultaneously, progressive implementations minimize risk and allow organizational learning:

This approach allows validation of selected industrial robotics manufacturers' capabilities before committing to facility-wide implementations.
Change Management and Workforce Development
Technology deployment represents only one dimension of successful automation. Warehouse staff require training, role redefinition, and engagement throughout transformation processes.
Effective programmes include:
- Transparent communication regarding automation objectives
- Skills development for robot operation and supervision
- Career pathway creation leveraging automation capabilities
- Recognition systems celebrating successful adaptation
Industrial robotics manufacturers increasingly offer comprehensive training programmes, operator certification, and ongoing skill development supporting workforce transitions.
Selecting the right industrial robotics manufacturers requires balancing technical capabilities, application fit, financial considerations, and long-term strategic alignment with your operational objectives. The diversity of available solutions ensures appropriate technologies exist for warehouses of all sizes and operational profiles. Automate-X combines proven robotics technologies with comprehensive system integration expertise, delivering intelligent warehouse automation solutions tailored to the unique requirements of logistics, distribution, and fulfilment operations across New Zealand and Australia. Our team guides businesses through technology selection, implementation planning, and ongoing optimization, ensuring automation investments deliver measurable productivity improvements and sustainable competitive advantages.