
Conveyor Shuttle Systems: Optimising Warehouse Flow
Share on
Modern warehouses demand flexibility, speed, and precision in material handling. As order volumes increase and product variety expands, traditional linear conveyor systems often struggle to keep pace with complex routing requirements. The conveyor shuttle has emerged as a critical solution for businesses seeking to optimise material flow between multiple processing lines, storage zones, and dispatch areas. These intelligent transfer systems enable warehouses to direct products dynamically, reduce bottlenecks, and adapt to changing operational demands without complete system overhauls.
Understanding Conveyor Shuttle Technology
A conveyor shuttle represents a specialised material handling device designed to transfer products between parallel conveyor lines or across perpendicular pathways. Unlike fixed conveyors that move materials in a single direction, these systems provide multi-directional capability, allowing operators to route products to different destinations based on real-time requirements.
The fundamental principle involves a mobile platform or carriage that travels along a track perpendicular to the main conveyor lines. When a product arrives at the transfer point, the shuttle positions itself to receive the load, transports it across the gap, and deposits it onto the designated destination line. This process occurs rapidly, often within seconds, maintaining throughput whilst providing routing flexibility.
Core Components and Mechanisms
Conveyor shuttle systems comprise several integrated components working in synchronisation:
- Shuttle carriage: The mobile platform that physically carries products between lines
- Drive mechanism: Motors and transmission systems powering shuttle movement
- Track assembly: Precision rails guiding the shuttle along its travel path
- Transfer conveyors: Integrated belts or rollers that load and unload products onto the shuttle
- Control systems: Programmable logic controllers (PLCs) and sensors coordinating movement and positioning
- Safety devices: Light curtains, emergency stops, and guarding protecting personnel and equipment
The intelligent line distribution features of modern shuttle conveyors enable warehouses to manage complex material flows with minimal manual intervention.

Operational Applications in Warehouse Environments
Conveyor shuttle systems serve diverse functions across warehouse and distribution operations. Their versatility makes them valuable in numerous scenarios where product routing flexibility directly impacts efficiency.
Cross-Line Transfer Operations
One primary application involves transferring products between parallel processing lines. In pick-pack operations, for example, shuttles move totes or cartons from picking zones to packing stations based on order priority or packer availability. This dynamic allocation prevents queue build-up at busy stations whilst maintaining utilisation across the entire operation.
Manufacturing and distribution facilities use shuttles to route finished goods from production lines to quality control stations, then onwards to palletising or storage systems. The flexible workflows these systems enable allow businesses to reconfigure material paths without physical infrastructure changes.
Buffer and Accumulation Functions
Beyond simple transfers, conveyor shuttles create dynamic buffering capacity within warehouse systems. When downstream processes experience temporary slowdowns, shuttles can distribute incoming products across multiple accumulation zones, preventing system-wide congestion.
This capability proves particularly valuable in operations with variable processing times, such as manual packing or quality inspection. The shuttle automatically diverts products to available buffer lanes, then retrieves them when downstream capacity becomes available. For businesses exploring comprehensive automation approaches, understanding how shuttles integrate with broader conveyor system architectures provides essential context.
Container and Pallet Handling
Specialised shuttle configurations handle larger unit loads including pallets and shipping containers. Automated container loading applications demonstrate how shuttles position containers precisely for robotic or manual loading operations, optimising dock productivity.
Pallet shuttles transfer loaded pallets between storage lanes, dispatch lines, and truck loading positions. Their high-speed transfer capabilities, as highlighted by advanced shuttle conveyor designs, enable facilities to maintain throughput even during peak shipping periods.
Technical Specifications and Performance Metrics
Selecting appropriate conveyor shuttle systems requires understanding key performance parameters and how they align with operational requirements.
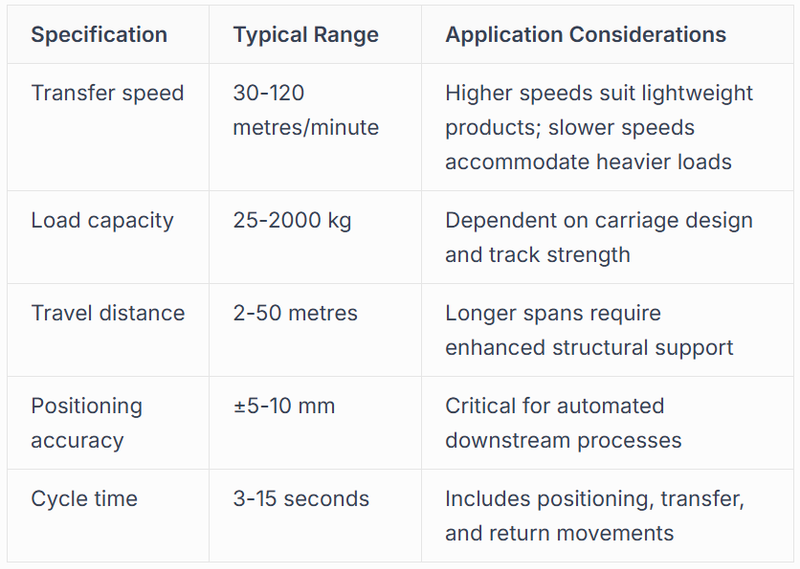
Speed and Throughput Considerations
Transfer speed directly impacts overall system capacity. A shuttle completing cycles in five seconds can theoretically handle 720 transfers per hour, though practical throughput typically reaches 60-80% of theoretical maximum due to product spacing and system coordination requirements.
High-speed shuttles excel in applications with consistent product flow and minimal size variation. Operations handling diverse product types may prioritise positioning accuracy and load stability over raw speed. The material handling shuttle conveyors from specialised manufacturers demonstrate how engineering trade-offs balance speed with reliability.
Load Handling and Product Compatibility
Product characteristics fundamentally influence shuttle selection. Conveyor shuttles accommodate various unit loads:
- Small items and parcels: Typically 0.5-25 kg requiring gentle acceleration/deceleration
- Cartons and totes: Standard warehouse containers from 5-50 kg with stable bases
- Palletised goods: Full pallets up to 1500 kg demanding robust structural design
- Irregular items: Products with non-standard dimensions requiring custom handling features
Understanding packaging automation workflows helps businesses determine appropriate shuttle specifications for their product mix.
Integration with Warehouse Control Systems
Modern conveyor shuttle systems function as intelligent nodes within broader warehouse automation networks. Their value multiplies when integrated effectively with warehouse control systems (WCS) and enterprise resource planning (ERP) platforms.
Real-Time Routing and Decision Logic
Advanced shuttles receive routing instructions dynamically based on current warehouse conditions. When a product reaches the shuttle zone, the WCS evaluates factors including:
- Destination requirements based on order data
- Current queue lengths at potential destinations
- Priority levels assigned to specific orders
- Downstream equipment availability and status
- Predictive algorithms anticipating future bottlenecks
This intelligent routing optimises material flow continuously, adapting to changing conditions without manual intervention. Research into automation of shuttle conveyors for stockpile level control demonstrates advanced applications beyond traditional warehouse environments.
Sensor Networks and Feedback Loops
Conveyor shuttles employ extensive sensor networks providing continuous feedback to control systems:
- Photo-eyes detect product presence and position
- Encoders track shuttle location with millimetre precision
- Weight sensors verify load characteristics
- Speed monitors ensure safe operating parameters
- Fault detection systems identify mechanical issues before failures occur
This sensor data enables predictive maintenance strategies, reducing unplanned downtime and extending equipment lifespan. Facilities implementing AI in warehouse management leverage this data for continuous improvement initiatives.
Design Considerations for Shuttle Implementation
Successfully implementing conveyor shuttle systems requires careful planning addressing both technical and operational factors.
Space Optimisation and Layout Planning
Shuttle systems must fit within existing warehouse footprints whilst maintaining operational efficiency. Key considerations include:
Vertical clearance: Shuttles require sufficient overhead space for safety guarding and maintenance access. Typical installations need 2.5-3.5 metres of clear height depending on product dimensions.
Lateral spacing: Parallel conveyor lines must maintain adequate spacing for shuttle travel whilst minimising floor space consumption. Optimal spacing balances transfer distance against overall system footprint.
Integration zones: Areas where shuttles connect with existing conveyors need careful design ensuring smooth product transitions and preventing accumulation points.
The Automate-X Goods-to-person Starter Grid demonstrates how modular automation solutions incorporate shuttle technology within scalable system architectures, providing businesses with flexible entry points into warehouse automation.

Traffic Management and Conflict Resolution
Facilities employing multiple shuttle systems require sophisticated traffic management preventing collisions and optimising throughput. Control systems coordinate shuttle movements, creating virtual zones that prevent simultaneous occupation by multiple units.
Priority algorithms determine which shuttle receives right-of-way during potential conflicts, considering factors like product urgency, downstream capacity, and overall system balance. These algorithms continuously evolve, learning from historical patterns to improve decision-making over time.
Maintenance Requirements and Reliability
Conveyor shuttle systems demand regular maintenance ensuring consistent performance and preventing costly downtime.
Preventive Maintenance Protocols
Structured maintenance schedules address both mechanical and electrical components:
- Daily inspections: Visual checks of belts, chains, and safety devices
- Weekly lubrication: Critical bearings and moving components receive appropriate lubricants
- Monthly calibration: Sensor alignment and positioning accuracy verification
- Quarterly component replacement: Wear items including belts, bearings, and brake pads
- Annual comprehensive audits: Complete system evaluation and performance benchmarking
Facilities with industrial system integration capabilities often implement condition-based monitoring, performing maintenance based on actual component wear rather than fixed schedules.
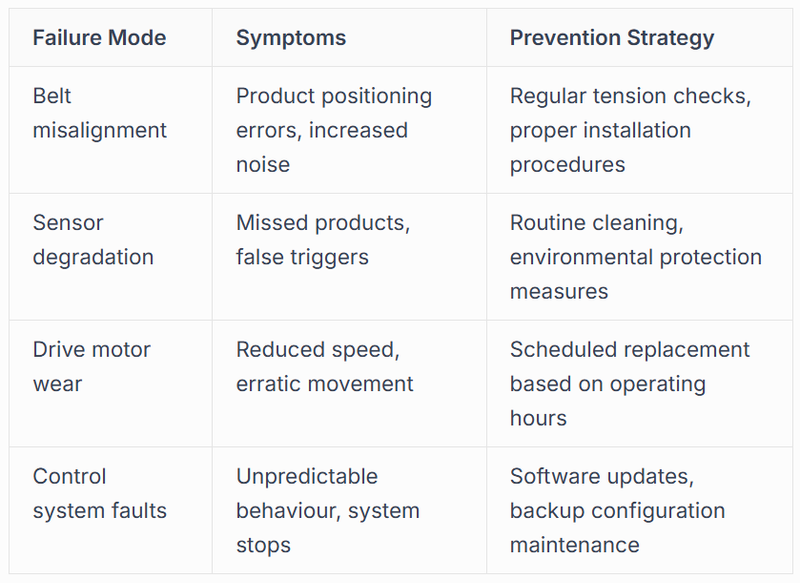
Common Failure Modes and Mitigation
Understanding typical failure patterns enables proactive management:
Advanced Shuttle Technologies and Future Trends
Conveyor shuttle technology continues evolving, incorporating emerging innovations that expand capabilities and improve performance.
AI-Enhanced Control Systems
Artificial intelligence transforms shuttle operations through predictive routing algorithms that anticipate warehouse conditions minutes or hours ahead. Machine learning models analyse historical data identifying patterns in order flow, seasonal variations, and equipment performance.
These insights enable shuttles to pre-position for anticipated demand, reducing wait times and improving throughput. Research exploring AI and magnetic levitation integration in conveyor systems suggests future shuttles may achieve even higher speeds and positioning accuracy through advanced propulsion technologies.
Energy Efficiency Improvements
Modern shuttle designs prioritise energy conservation through:
- Regenerative braking systems capturing kinetic energy during deceleration
- Variable frequency drives optimising motor power consumption
- Lightweight materials reducing mass without compromising strength
- Intelligent scheduling minimising unnecessary movements
These improvements reduce operating costs whilst supporting sustainability objectives increasingly important to warehouse operators and their customers.
Modular and Reconfigurable Architectures
Future shuttle systems emphasise modularity, allowing warehouses to expand or reconfigure material flow paths as business requirements evolve. Standardised interfaces enable shuttles from different manufacturers to interoperate within unified control frameworks.
This flexibility proves essential for businesses navigating uncertain demand patterns and evolving product portfolios. The intralogistics solutions landscape increasingly favours adaptable systems over fixed infrastructure.
Integration with Autonomous Mobile Robots
Conveyor shuttles and autonomous mobile robots (AMRs) represent complementary technologies addressing different material handling scenarios. Successful warehouses often deploy both, leveraging each technology's strengths.
Shuttles excel at high-throughput transfers between fixed points, whilst AMRs provide flexible point-to-point transport without infrastructure requirements. Hybrid approaches use shuttles for primary material highways connecting major zones, with AMRs handling last-mile delivery to individual workstations.
Control systems coordinate shuttle and AMR movements, preventing conflicts whilst optimising overall material flow. Products might travel via conveyor shuttle from receiving to sortation, then transfer to AMRs for delivery to specific picking locations. Understanding AGV warehouse automation principles helps businesses design effective integration strategies.
Cost-Benefit Analysis and ROI Considerations
Implementing conveyor shuttle systems requires significant capital investment, making thorough financial analysis essential.
Capital and Operating Cost Components
Initial investment includes equipment procurement, installation, system integration, and facility modifications. Typical shuttle systems range from $50,000 for basic configurations to $500,000+ for complex multi-shuttle installations with advanced control systems.
Operating costs encompass:
- Electrical consumption (typically 2-10 kW per shuttle depending on size and duty cycle)
- Maintenance labour and replacement parts
- Control system licensing and support contracts
- Training expenses for operations and maintenance personnel
Productivity Gains and Labour Savings
Shuttle systems generate returns through multiple mechanisms:
Throughput improvements: Automated routing eliminates manual product sorting, often increasing processing capacity by 30-60% within existing space.
Labour reallocation: Personnel previously performing manual transfers redeploy to value-adding activities including quality control, exception handling, and process improvement.
Error reduction: Automated routing based on system data eliminates misdirected products, reducing returns and improving customer satisfaction.
Scalability: Shuttle capacity expands through software configuration and additional units rather than complete system redesign.
Businesses typically achieve payback periods of 18-36 months depending on labour costs, operational intensity, and system sophistication.
Selecting the Right Conveyor Shuttle System
Choosing appropriate shuttle technology requires evaluating multiple factors aligned with specific operational requirements.
Vendor Capabilities and Support
Beyond equipment specifications, vendor selection should consider:
- Industry experience: Proven implementations in similar warehouse environments
- Technical support: Responsive service organisations with local presence
- Integration expertise: Capabilities connecting shuttles with existing warehouse systems
- Upgrade pathways: Clear roadmaps for future enhancements and capacity expansion
Reviewing vendor shuttle conveyor specifications provides insights into different manufacturers' approaches and capabilities.
System Scalability and Future-Proofing
Warehouse requirements evolve continuously. Effective shuttle systems accommodate growth through:
- Modular expansion adding shuttle units or extending travel distances
- Software updates enhancing routing algorithms and control capabilities
- Interface standards enabling integration with emerging technologies
- Structural designs supporting higher speeds or increased load capacities
Platforms supporting these expansion pathways protect initial investments whilst maintaining operational agility.
Conveyor shuttle systems represent proven technology for optimising material flow in complex warehouse environments, delivering flexibility, speed, and intelligent routing that traditional conveyors cannot match. Whether you're managing high-volume distribution, multi-line manufacturing, or dynamic e-commerce fulfilment, the right shuttle configuration can transform operational efficiency whilst supporting future growth. Automate-X combines deep expertise in warehouse automation with proven integration capabilities, helping logistics and supply chain businesses implement intelligent material handling solutions that deliver measurable results across distribution and fulfilment environments.