
Industrial Conveyor Systems: 2026 Technology Guide
Share on
An industrial conveyor remains one of the most fundamental components of modern warehouse automation, serving as the backbone for material movement across distribution centers, manufacturing facilities, and fulfillment operations. As businesses in logistics, e-commerce, and supply chain management seek to improve throughput and operational efficiency in 2026, understanding the capabilities, types, and integration strategies for conveyor systems becomes critical. This technology continues to evolve beyond simple belt transport, incorporating smart sensors, AI-driven controls, and seamless connectivity with robotics and warehouse management systems.
Understanding Industrial Conveyor Technology
The industrial conveyor has transformed significantly from its mechanical origins into a sophisticated automation component. Modern systems incorporate advanced controls, variable speed drives, and intelligent routing capabilities that enable precise material handling across complex warehouse environments. These systems now communicate with warehouse management software, autonomous mobile robots, and automated storage solutions to create synchronized material flow.
Today's conveyor technology serves diverse applications across multiple industries. Food and beverage operations require sanitary designs with easy-clean surfaces and corrosion-resistant materials. Pharmaceutical facilities demand cleanroom-compatible systems with validation documentation. E-commerce fulfillment centers need high-speed sortation capabilities to process thousands of orders hourly. Cold storage environments require specialized materials that withstand temperature extremes without compromising performance.

Types of Industrial Conveyor Systems
Different operational requirements demand specific conveyor configurations. Belt conveyors offer versatility for handling various product sizes and weights, making them ideal for general distribution applications. Roller conveyors, whether powered or gravity-fed, excel at moving cartons, totes, and pallets through picking and packing zones. Chain conveyors provide durability for heavy-load applications in manufacturing and automotive sectors.
Specialized conveyor types include:
- Overhead conveyors that maximize floor space utilization
- Spiral conveyors for vertical transport in multi-level facilities
- Slat conveyors for heavy pallet handling
- Magnetic belt systems for metal component handling
- Modular plastic belt conveyors for food-safe applications
Sortation conveyors represent a critical category for distribution operations. These systems use diverters, pop-up wheels, or sliding shoe mechanisms to route products to specific destinations based on warehouse management system instructions. High-speed sortation systems can process over 200 units per minute, making them essential for automated warehouse picking operations that demand rapid order fulfillment.
Integration with Warehouse Automation Technologies
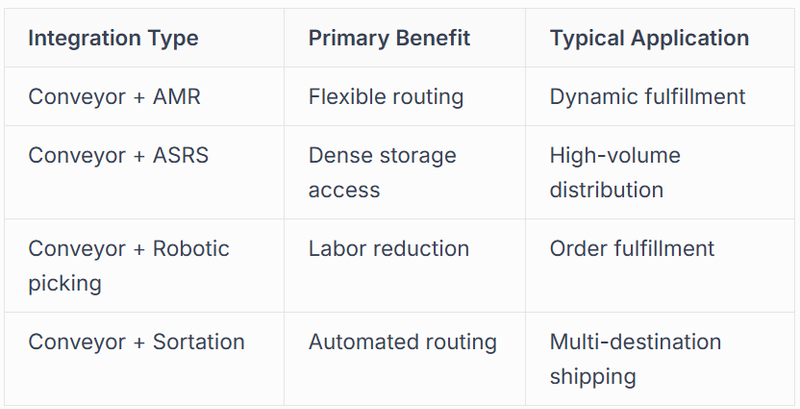
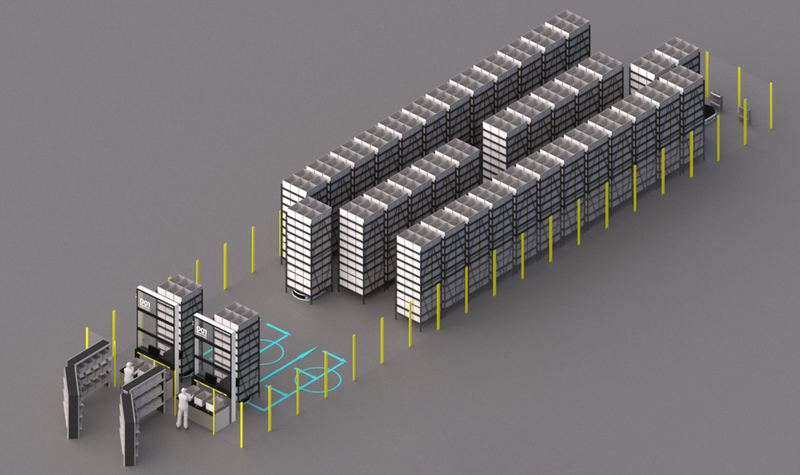
The true value of an industrial conveyor emerges through strategic integration with complementary automation technologies. Modern warehouse operations combine conveyors with goods-to-person systems, automated storage and retrieval systems, and robotic picking solutions to create comprehensive material handling ecosystems. This integration enables continuous flow from receiving through storage, picking, packing, and shipping without manual intervention.
Warehouse automation technologies increasingly rely on conveyor infrastructure as the connecting tissue between discrete automation cells. A typical integrated system might include automated guided vehicles delivering inventory to conveyor induction points, which then transport products to robotic picking stations before routing completed orders to packing areas. The conveyor network orchestrates this movement while providing real-time tracking through RFID readers, barcode scanners, and vision systems positioned along transport paths.
Recent developments in intralogistics conveyor systems demonstrate the market's shift toward modular, scalable designs that accommodate changing operational requirements. These flexible systems allow businesses to start with basic configurations and expand capacity as throughput demands increase, avoiding the need for complete system replacements as operations grow.
For businesses exploring entry-level automation, starting with a well-designed conveyor system provides immediate productivity gains while establishing infrastructure for future technology additions. The Automate-X GTP Starter Grid offers an accessible approach for small and medium businesses looking to automate picking processes without massive capital investment.
Control Systems and Intelligence
Modern industrial conveyor systems operate through sophisticated control architectures that manage speed, routing, accumulation, and safety functions. Programmable logic controllers coordinate conveyor segments, while distributed I/O networks enable rapid communication between sensors, drives, and decision points. This control intelligence allows systems to optimize throughput by adjusting speeds based on downstream capacity, preventing bottlenecks and maximizing efficiency.
Machine learning algorithms now enhance conveyor performance by predicting maintenance needs, identifying inefficient routing patterns, and optimizing energy consumption. These intelligent systems analyze operational data to detect anomalies that might indicate worn components, allowing preventive maintenance before failures occur. Such predictive capabilities reduce unplanned downtime and extend equipment lifespan.
Conveyor system design increasingly incorporates digital twin technology, where virtual models simulate physical conveyor behavior under various operational scenarios. Engineers use these simulations to test layout modifications, capacity changes, and new product introductions without disrupting live operations. This approach reduces implementation risk and accelerates optimization efforts.
Performance Optimization and Efficiency Strategies
Maximizing industrial conveyor performance requires attention to multiple operational factors. Speed optimization balances throughput requirements against product stability and system wear. Running conveyors faster than necessary wastes energy and accelerates component degradation, while insufficient speed creates bottlenecks that limit overall facility capacity. Advanced systems employ variable frequency drives that adjust motor speeds dynamically based on real-time demand.
Accumulation zones allow conveyor systems to buffer products between process steps operating at different rates. Zero-pressure accumulation prevents product damage by stopping individual zones when downstream processes reach capacity, maintaining gentle contact between accumulated items. This capability proves particularly valuable in goods-to-person automation applications where picking rates fluctuate based on order complexity.
Key efficiency strategies include:
- Right-sizing conveyor widths to product dimensions
- Implementing energy-efficient motor technologies
- Scheduling preventive maintenance during low-demand periods
- Using accumulation strategically to decouple process dependencies
- Monitoring performance metrics to identify improvement opportunities
Energy consumption represents a significant operational cost for extensive conveyor networks. Modern systems reduce energy usage through multiple approaches. Zone-controlled conveyors power down unused sections automatically. Regenerative drives capture energy during deceleration and return it to facility power systems. LED lighting replaces energy-intensive fluorescent fixtures along conveyor lines. These measures collectively reduce operating costs while supporting sustainability objectives.

Safety Standards and Risk Mitigation
Industrial conveyor safety encompasses both personnel protection and product preservation. Modern systems incorporate multiple safety layers including emergency stop systems, guard rails, safety interlocks, and proximity sensors that detect human presence. These features comply with international safety standards while minimizing injury risk in environments where workers interact with automated equipment.
Pinch points, nip points, and entanglement hazards require specific safeguarding approaches. Hard guards provide physical barriers where access isn't required during normal operations. Light curtains and area scanners offer safety protection while maintaining operational access. Safety mats detect floor-level presence, automatically stopping conveyor motion when workers enter hazardous zones. Comprehensive risk assessment during system design identifies and mitigates these hazards systematically.
Automated warehouse systems integrate safety protocols that coordinate conveyor operations with mobile robots, automated guided vehicles, and human workers sharing common spaces. These systems employ hierarchical safety architectures where safety PLCs maintain independent monitoring of hazardous zones, ensuring fail-safe operation even if primary control systems malfunction. Regular safety audits verify continued compliance as operational patterns evolve.
Product protection requires different safety considerations. Gentle handling mechanisms prevent damage to fragile items. Speed transitions occur gradually to avoid product shifting or tipping. Positive control mechanisms secure products during elevation changes and corners. These measures reduce product loss and maintain customer satisfaction in fulfillment operations.
Emerging Trends Shaping Industrial Conveyor Development
The industrial conveyor landscape continues evolving through several significant trends. Smart conveyor technology integrates sensors throughout systems, collecting data on operational parameters, product characteristics, and system health. This instrumentation enables advanced analytics that drive continuous improvement initiatives and support predictive maintenance programs.
According to recent analysis of conveyor and material handling trends for 2026, hygiene-focused designs gain prominence across industries beyond food processing. Pharmaceutical operations, cosmetics manufacturing, and consumer goods distribution increasingly demand easy-clean surfaces, sealed bearings, and corrosion-resistant materials that facilitate sanitation and prevent contamination.
Sustainability drives material innovation in conveyor manufacturing. Manufacturers develop conveyor belts from recycled materials and bio-based polymers that reduce environmental impact. Energy-recovery systems capture waste heat from drive motors for facility heating. Lightweight structural materials reduce system mass, decreasing energy requirements for acceleration and maintaining motion. These advances align with corporate sustainability goals while often reducing operational costs.
Modular and Reconfigurable Systems
Traditional fixed conveyor installations limit operational flexibility as business requirements change. Modern modular systems employ standardized components that connect through quick-release mechanisms, enabling layout modifications without extensive downtime. This modularity proves particularly valuable for seasonal businesses that scale capacity temporarily or operations that frequently adjust product mix.
Reconfigurable conveyors support lean manufacturing principles by facilitating continuous improvement experiments. Operations teams can test layout modifications, evaluate alternative routing strategies, and optimize workstation positioning without permanent commitments. Successful changes become permanent installations, while unsuccessful experiments revert quickly without wasted investment.
Research into AI-driven conveyor systems demonstrates emerging capabilities that could transform material handling. Magnetic levitation technology eliminates mechanical contact, reducing wear and enabling ultra-precise positioning. While currently applied primarily in specialized manufacturing environments, these technologies may eventually extend to broader distribution applications as costs decrease.
Maintenance Requirements and Lifecycle Management
Effective industrial conveyor maintenance balances proactive interventions against operational availability requirements. Preventive maintenance schedules address predictable wear items including bearings, belts, chains, and motors before failures occur. These scheduled interventions typically require brief system downtime during low-demand periods, minimizing operational impact while preventing extended outages from unexpected failures.
Critical maintenance activities include:
- Belt tracking adjustment and tension verification
- Roller bearing lubrication and replacement
- Motor alignment and vibration analysis
- Safety sensor testing and calibration
- Control system backup and software updates
Condition monitoring technologies enable transition from time-based to condition-based maintenance strategies. Vibration sensors detect bearing wear, thermal imaging identifies overheating components, and current monitoring reveals motor inefficiencies. These diagnostic tools allow maintenance teams to intervene only when component condition warrants attention, optimizing maintenance labor while maintaining system reliability.
Lifecycle management extends beyond reactive maintenance to encompass planned component upgrades and system enhancements. As operational demands grow, incremental capacity additions through motor upgrades, controller replacements, or segment extensions provide cost-effective performance improvements. This evolutionary approach avoids complete system replacements while maintaining technological currency.
Documentation systems track maintenance history, component specifications, and performance trends. These records inform replacement part procurement, support warranty claims, and enable analysis of failure patterns that might indicate design deficiencies or operational issues requiring correction. Modern computerized maintenance management systems automate this documentation while scheduling upcoming interventions.

Industry-Specific Applications and Customization
Different industries impose unique requirements on industrial conveyor systems. Cold storage environments demand materials that remain flexible at temperatures reaching -30°C while preventing frost accumulation. Stainless steel construction, food-grade lubricants, and sealed electrical components become standard specifications. These specialized systems support pharmaceutical automation and frozen food distribution operations where temperature control proves critical.
E-commerce fulfillment centers require high-speed sortation capabilities handling diverse product characteristics. These operations process everything from small cosmetics items to large household goods, demanding flexible conveyor systems with adjustable guiding, variable speed zones, and gentle handling mechanisms. Peak demand periods during holiday seasons stress these systems intensively, requiring robust designs with substantial capacity reserves.
Manufacturing environments integrate conveyors directly into production processes. Assembly lines use precisely controlled conveyor speeds synchronized with workstation cycle times. Quality inspection stations incorporate vision systems mounted above conveyor paths, automatically rejecting defective products through diverter mechanisms. This tight integration between automation and industrial robotics creates unified production systems that minimize manual handling.
Third-party logistics providers serving multiple clients need adaptable conveyor systems accommodating diverse product types and fluctuating volumes. Modular designs allow rapid reconfiguration between client programs, while robust construction withstands continuous operation across multiple shifts. These demanding applications test conveyor reliability and flexibility simultaneously.
Cost Considerations and Return on Investment
Industrial conveyor investments range from modest installations serving single process steps to extensive networks spanning entire distribution centers. System cost depends on complexity, throughput capacity, automation level, and customization requirements. Basic gravity roller conveyors represent minimal investment suitable for manual operations, while high-speed sortation systems with integrated controls require substantial capital.
Return on investment calculations consider both direct labor savings and indirect operational improvements. Automated material movement eliminates manual transport labor while reducing injury risk and workers' compensation costs. Increased throughput capacity supports revenue growth without proportional facility expansion. Improved accuracy reduces shipping errors and associated costs including returns processing, customer service, and brand reputation damage.
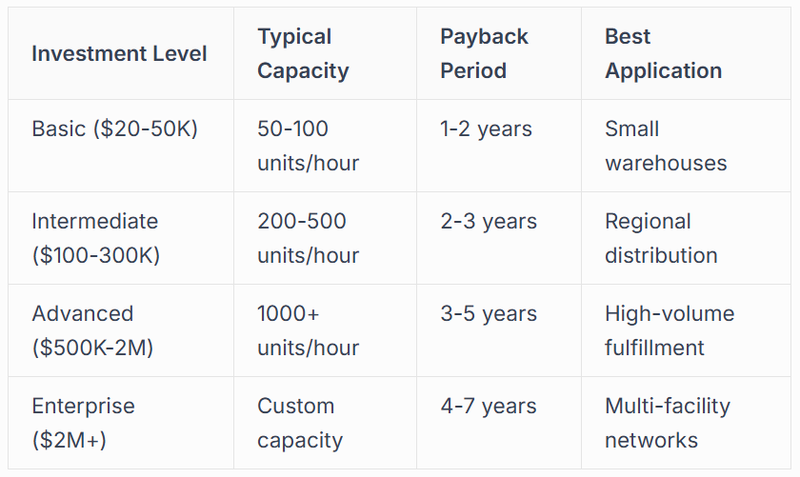
Operating costs including energy consumption, maintenance labor, replacement parts, and system monitoring contribute to total cost of ownership. Energy-efficient designs, reliable components, and effective maintenance programs minimize these ongoing expenses. Comprehensive lifecycle analysis considers both initial investment and projected operating costs across expected system lifespan, typically 10-15 years for quality installations.
Financing options including operating leases, capital leases, and equipment financing affect cash flow and tax treatment. Many businesses prefer spreading conveyor investments across multiple years rather than large upfront capital expenditures. These financial structures enable operational improvements without depleting capital reserves needed for other strategic initiatives.
Future Developments and Innovation Trajectories
The industrial conveyor sector continues advancing through multiple innovation paths. Research into digital control methods for conveyor systems explores applications beyond traditional material handling, including quantum computing components. While such specialized applications remain distant from warehouse operations, they demonstrate the underlying technology's versatility and potential for unexpected future developments.
Artificial intelligence integration enables autonomous conveyor optimization where systems self-adjust routing, speeds, and accumulation strategies based on learned operational patterns. These intelligent systems recognize inefficiencies, propose improvements, and implement changes automatically after human approval. Over time, AI-enhanced conveyors could manage their own performance optimization with minimal human intervention.
According to comprehensive conveyor system market analysis, global adoption continues accelerating through 2034, driven by e-commerce growth, labor shortages, and operational efficiency demands. This expansion creates economies of scale that reduce technology costs while spurring competitive innovation among equipment manufacturers. Businesses implementing conveyor automation today benefit from mature, proven technologies with extensive support ecosystems.
Recent breakthroughs in smart materials and conveyor belt efficiency promise enhanced durability and performance. Self-lubricating materials reduce maintenance requirements, while embedded sensors provide continuous condition monitoring. These material innovations extend system lifespans while reducing operating costs, improving return on investment calculations for new installations.
Modern warehouse operations increasingly rely on integrated automation solutions where industrial conveyor systems provide the essential infrastructure connecting discrete technologies into cohesive material handling networks. As businesses face mounting pressure to improve efficiency, reduce costs, and scale operations, strategic conveyor implementation delivers measurable competitive advantages. Automate-X combines conveyor expertise with robotics, software integration, and system design capabilities to create comprehensive warehouse automation solutions tailored to logistics, e-commerce, manufacturing, and cold storage operations across Australia and New Zealand. Contact our team to explore how intelligent conveyor integration can transform your warehouse operations and support sustainable growth.